เครื่องเคลือบแบบอัดรีดสองชั้นสำหรับการผลิตเซลล์ปริซึม
1. ภาพรวมอุปกรณ์
1.1ฟังก์ชันอุปกรณ์
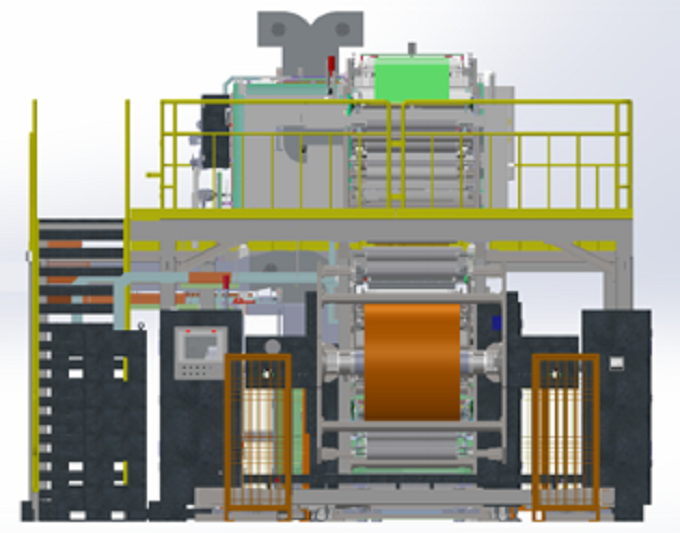
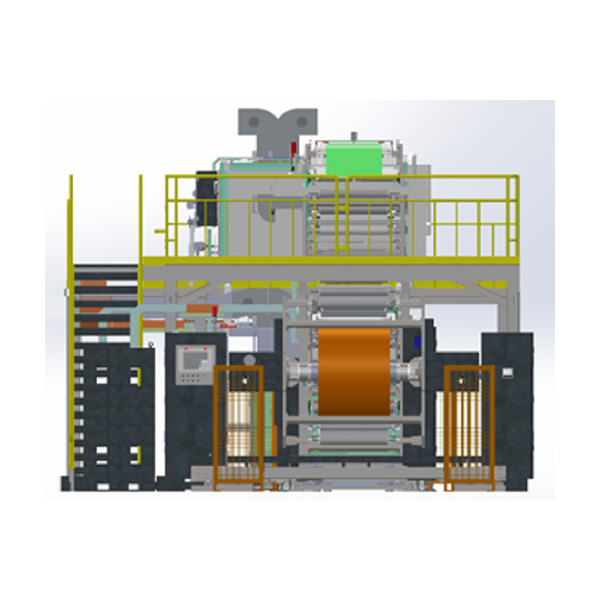
เครื่องเคลือบซีรีส์ HJSC1000ZZ เป็นเครื่องเคลือบแบบอัดรีดสองชั้นที่มีความแม่นยำสูง เชื่อถือได้ และมีเสถียรภาพ ซึ่งบริษัทของเรากำลังพัฒนาสำหรับแบตเตอรี่ลิเธียมกำลังสูง คุณสมบัติของอุปกรณ์: เลือกใช้หัวไดย์รีดที่มีความแม่นยำสูง เซ็นเซอร์วัดระยะความแม่นยำสูงและระบบควบคุมแบบวงปิดเซอร์โวสำหรับหัวไดย์ เลือกใช้ปั๊มสกรูความแม่นยำสูง และระบบลำเลียงตัวกลางอย่างแม่นยำและแม่นยำ เตาอบใช้ระบบทำความร้อนไฟฟ้า/ระบบทำความร้อนด้วยไอน้ำ ลูกกลิ้งแบบแอคทีฟ+ระบบกันสะเทือนแบบเป่าลมด้านบนและด้านล่าง เครื่องเคลือบใช้ระบบควบคุม PLC ของ Omron ซึ่งสามารถควบคุมได้อย่างแม่นยำตามความต้องการของกระบวนการ การควบคุมแบบดิจิทัลสำหรับแรงตึงเชิงขั้ว การคลายแรงตึงคงที่ การเคลือบแรงตึงคงที่ การอบแห้ง และการพันแบบแรงตึงเรียว พารามิเตอร์ของระบบควบคุมจากส่วนกลาง และอินเทอร์เฟซระหว่างมนุษย์และเครื่องจักรใช้โหมดหน้าจอสัมผัสและการควบคุมแบบลำดับชั้น สามารถล็อก จัดเก็บ และเรียกใช้พารามิเตอร์กระบวนการได้
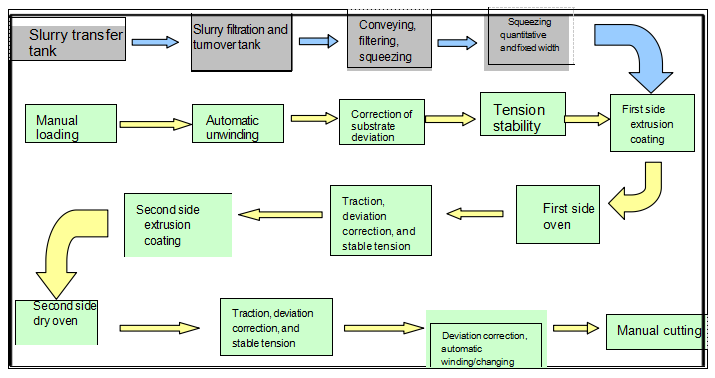
1.2 กระบวนการทำงานที่กำลังดำเนินอยู่
1.3 พารามิเตอร์ประชากร
(1) ความกว้างพื้นผิวม้วน: 1,000 มม.
(2) ความกว้างของการเคลือบ: สูงสุด 800 มม.
(3) ความเร็วเชิงกล: สูงสุด 60 ม./นาที
(4) ความเร็วในการเคลือบ: สูงสุด 40 ม./นาที
(5) ความเร็วในการกรอกลับ: 5-15 ม./นาที (กรอกลับโดยไม่มีฟังก์ชันแก้ไข)
(6) ทิศทางการทำงาน: การเคลือบไปข้างหน้า, แถบเปล่า, การกรอแบบย้อนกลับ ฯลฯ
(7) กำลังไฟฟ้าติดตั้ง: ขั้วบวก 370 กิโลวัตต์ ขั้วลบ 350 กิโลวัตต์ (กำลังไฟฟ้าจริงคือ 50-70% ของกำลังไฟฟ้าติดตั้ง)
(8) ขนาดอุปกรณ์: ประมาณ ยาว 64 × กว้าง 6.0 × สูง 4.9 ม. (ไม่รวมท่ออากาศเข้าและออกทั้งหมด)
(9) รูปลักษณ์โดยรวม: RAL7035 สีเทาอ่อน สแตนเลสอบสีธรรมชาติ ราวกั้นเป็นสีเหลืองเตือน
ความเร็วในการเคลือบจริงขึ้นอยู่กับระบบสารละลาย พารามิเตอร์สารละลาย พารามิเตอร์การเคลือบ สภาวะการอบแห้ง และข้อกำหนดด้านคุณภาพของผลิตภัณฑ์ มอเตอร์แบบอะซิงโครนัสสามเฟสที่เกี่ยวข้องบนอุปกรณ์ใช้ประสิทธิภาพพลังงานรอง
1.4 แผนผังโครงสร้างอุปกรณ์ (สำหรับอ้างอิงเท่านั้น)
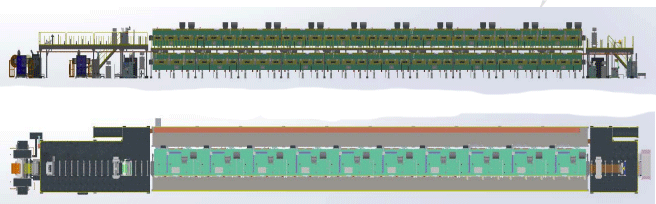
รูปที่ 1 แผนผังโครงสร้างเครื่องเคลือบ (สำหรับการอ้างอิงเท่านั้น ขึ้นอยู่กับแบบจำลองจริง)
2. การจัดองค์ประกอบอุปกรณ์
เลขที่ | ชื่อหน่วย | ปริมาณ | หมายเหตุ |
1 | หน่วยคลายอัตโนมัติ | 1 ชุด | เส้นผ่านศูนย์กลางการคลายออกสูงสุด 800 มม. พร้อมกลไกป้อมปืนและแคลมป์พองลมสำหรับการคลายออก การแก้ไข EPC |
2 | หน่วยเคลือบแบบอัดรีด | 2 ชุด | ติดตั้งหัวแม่พิมพ์อัดที่มีความแม่นยำสูง สามารถพลิกและทำความสะอาดแบบออนไลน์ได้ |
3 | ระบบทำความร้อนและอบแห้งด้วยไอน้ำสองชั้น 40 เมตร | 1 ชุด | เตาอบขนาด 40 เมตร (5 เมตร/ส่วน × 8 ส่วนด้านบนและด้านล่าง) ทำความร้อนด้วยไอน้ำ เตาอบแบบลูกกลิ้งทั้งหมด ยาวรวมประมาณ 41 เมตร |
4 | หน่วยลากจูง | 2 ชุด | ลูกกลิ้งแรงดันยาง การควบคุมความตึงของกระบอกสูบแรงเสียดทานต่ำ การแก้ไขค่าเบี่ยงเบน EPC |
5 | หน่วยไขลานอัตโนมัติ | 1 ชุด | เส้นผ่านศูนย์กลางขดลวดสูงสุด 800 มม. กลไกหอคอยหมุน ขดลวดเพลาขยายอากาศ การแก้ไข EPC |
6 | ระบบทางเดิน | 1 ชุด | (1) เสาและโครงทำจากวัสดุเหล็กกล้าคาร์บอน (2) แผ่นบันไดและแผงชานชาลาทำด้วยแผ่นลายสเตนเลส SUS201 และราวกั้นทาสีด้วยสีเหล็กกล้าคาร์บอน - สีเหลือง (3) ทางเข้าบันได 1 ทางด้าน A และทางเข้าบันได 1 ทางด้าน B (4) ราวกันตกเชื่อมแล้วยึดด้วยสลักเกลียวและแท่น |
7 | ระบบลูกกลิ้งนำทางการปีนเตาเผาสองด้าน | 1 ชุด | |
8 | ระบบลูกกลิ้งนำทางแผ่นอิเล็กโทรดปล่อยสองด้าน | 1 ชุด | รวมชุดแก้ไขการเดินทาง 1 ชุดและลูกกลิ้งนำทางหลายชุด |
9 | ระบบการเคลือบและการป้อน (รวมถึงถังผสม ปั๊ม วาล์วกรอง ฯลฯ) | 2 ชุด | ปั๊มสกรูแม่นยำ; ถังสารละลายชั้นเดียว 100 ลิตร พร้อมมอเตอร์กวน |
10 | ระบบควบคุมอิเล็กทรอนิกส์ | 1 ชุด | ระบบ PLC ของ Omron |
1 1 | เครื่องตรวจจับความเข้มข้น NMP | 8 ชุด | การกำหนดค่าเครื่องเคลือบอิเล็กโทรดบวก |
12 | ระบบป้อนเคลือบเซรามิกขอบ | 2 ชุด | การกำหนดค่าเครื่องเคลือบอิเล็กโทรดบวก ออกแบบตามการเคลือบกาวสี่ชั้น |
13 | เครื่องตรวจจับความหนาแน่นของพื้นผิวรังสีเบต้าชนิดแร็คคู่ (การควบคุมวงปิดตามยาวด้วยปั๊มสกรู) | 1 ชุด | กำหนดค่าหน้าจอแสดงผลสองชุด โดยติดตั้งแต่ละชุดที่บริเวณเคลือบของหัวและท้ายเครื่อง เพื่อตรวจสอบความหนาแน่นของด้านตรงข้าม |
1 4 | ระบบตรวจจับการจัดตำแหน่ง CCD (ยี่ห้อ: OPT) | 2 ชุด | ติดตั้งแยกกันที่หัวของเครื่องเคลือบเครื่องแรกและเครื่องที่สอง โดยมีการกำหนดค่าสูง 8K |
3. ข้อกำหนดในการติดตั้ง
4 พารามิเตอร์การปรับตัวของอุปกรณ์
4.1 พารามิเตอร์ของพื้นผิว
โครงการ | อิเล็กโทรดบวก | ขั้วลบN |
วัสดุเบส | แผ่น อลูมิเนียมฟอยล์ | แผ่นทองแดง |
ความกว้าง (มม.) | 400 -800 | 400 -800 |
ความหนา (µ m) | 6-20 (ยอมรับการใช้ วัสดุฟอยล์ขนาด 9 ไมโครเมตร ขึ้นไป) | 4-15 (ยอมรับการใช้ วัสดุฟอยล์ 6 μm ขึ้นไป) |
เส้นผ่านศูนย์กลางภายนอก (มม.) | สูงสุด.80 0 | สูงสุด.80 0 |
น้ำหนัก (กก.) | สูงสุด1500 | สูงสุด1500 |
4.2 พารามิเตอร์ของสารละลาย
โครงการ | อิเล็กโทรดบวก | ขั้วลบN |
สารละลาย | ลิเธียมเหล็กฟอสเฟต | จีราไฟต์ |
ตัวทำละลาย | เอ็นเอ็มพี | ดีไอ- น้ำ |
เนื้อหาที่เป็นของแข็ง | 50-8 5% | 45- 60% |
สัดส่วน | 1. 5-3.0 | 1. 0-2.0 |
บีอินเดอร์ | พีวีดีเอฟ | เอสบีอาร์ |
ความหนืด (mPa. s, 25C) | 5,000-20,000 | 1 , 500-8,000 |
อุณหภูมิ (℃) | 20-2 8 | 20-2 8 |
4.3 พารามิเตอร์การเคลือบ
โครงการ | อิเล็กโทรดบวก | ขั้วลบN |
ความหนาเปียกด้านเดียว (µ m) | 80-280 | 60-200 |
ความหนาแห้งด้านเดียว (µ m) | 50- 150 | 50- 150 |
ช่วงน้ำหนักฟิล์มแห้งด้านเดียว (g/ ㎡ ) | 80~220 | 50~150 |
ความกว้างของการเคลือบ (มม.) | สูงสุด 800 | สูงสุด 800 |
5 พารามิเตอร์กระบวนการเคลือบ
5.1 แผนภาพการเคลือบช่องว่าง
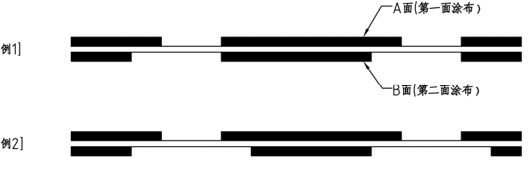
(1) ตามที่แสดงในรูปที่ 1 หากความยาวของการเคลือบที่ด้าน A ต่างจากด้าน B จะต้องใช้ด้านที่ยาวกว่าของการเคลือบ (ด้าน A) เป็นการเคลือบชั้นแรก
(2) หากตำแหน่งเริ่มต้นของการเคลือบด้าน B ต่ำกว่าตำแหน่งเริ่มต้นของการเคลือบด้าน A ความยาวของการเคลือบด้าน B จะต้องไม่เกินความยาวของการเคลือบด้าน A
(3) ตามหลักการแล้ว ตำแหน่งเริ่มต้นของการเคลือบบนด้าน A และด้าน B ควรสม่ำเสมอ (ดูตัวอย่างที่ 1)
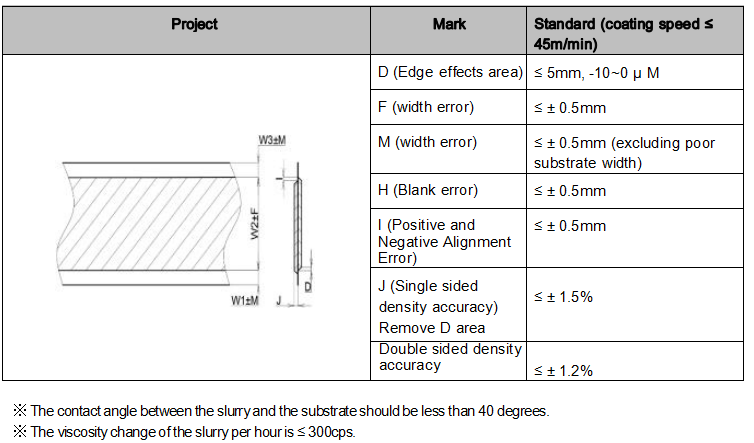
5.2 ความแม่นยำของการเคลือบช่องว่าง
โครงการ | เครื่องหมาย | มาตรฐาน (ความเร็วการเคลือบ ≤ 30ม./นาที) |
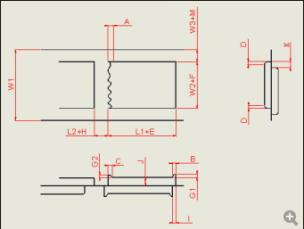
| ก (ตามหลัง) | ≤ 1 มม. (เกี่ยวข้องกับคุณสมบัติของสารละลาย) |
B (บริเวณศีรษะผิดปกติ) | ≤ 5 มม. (เกี่ยวข้องกับคุณสมบัติของสารละลาย) |
C (บริเวณหางผิดปกติ) | ≤ 5 มม. (เกี่ยวข้องกับคุณสมบัติของสารละลาย) |
D (พื้นที่เอฟเฟกต์ขอบ) | ≤ 5 มม. (เกี่ยวข้องกับคุณสมบัติของสารละลาย) |
อี (ความคลาดเคลื่อนของความยาว) | ≤± 0.5 มม. |
F (ความคลาดเคลื่อนของความกว้าง) | ≤± 0.5 มม. |
M (ความคลาดเคลื่อนของความกว้าง) | ≤± 0.5 มม. |
G1 (ความคลาดเคลื่อนของความหนาด้านหนึ่งของหัว) | - 10~5um (ขึ้นอยู่กับลักษณะของสารละลาย) |
G 2 (ความหนาผิดพลาดด้านหนึ่งของหาง) | - 10~5um (ขึ้นอยู่กับลักษณะของสารละลาย) |
H (ข้อผิดพลาดว่างเปล่า) | ≤±0.5มม. |
ฉัน(ความคลาดเคลื่อนของตำแหน่งตามยาวด้านหน้าและด้านหลัง) | ≤±0.5มม. |
K (ความคลาดเคลื่อนของตำแหน่งด้านข้างด้านหน้าและด้านหลัง) | ≤±0.5มม. |
J ความแม่นยำของความหนาแน่นด้านเดียว (ไม่รวมพื้นที่ B, C และ D) | ≤±1.5 % |
ความแม่นยำของความหนาแน่นสองด้าน (ไม่รวมพื้นที่ B, C และ D) | ≤±1.2 % |
การเคลือบ/ความยาวเป็นระยะ | L1 (ความยาวฟิล์ม) | 5 0 ~ 20,000 มม. |
L2 (ความยาวไม่ต่อเนื่อง) | 6 ~ 500 มม. |
L1+L2 (การเคลือบ+ความยาวช่องว่าง) | L 1 + L 2 ≥60 มม. |
※ ความยาวการเคลือบขั้นต่ำและช่องว่างการเคลือบขั้นต่ำขึ้นอยู่กับความเร็วในการเคลือบ โดยช่องว่าง 10 มม. จะสอดคล้องกับความเร็วในการเคลือบ 20-25 ม./นาที
※ มุมสัมผัสระหว่างสารละลายและพื้นผิวควรน้อยกว่า 40 องศา
※ การเปลี่ยนแปลงความหนืดของสารละลายต่อชั่วโมงคือ ≤ 300cps
5.3 ความแม่นยำของการเคลือบอย่างต่อเนื่อง
6 ข้อมูลจำเพาะและพารามิเตอร์ของอุปกรณ์
6.1 พารามิเตอร์และความแม่นยำของลูกกลิ้ง
( 1 ) ข้อมูลจำเพาะและความแม่นยำของลูกกลิ้ง
ข้อมูลจำเพาะ | เส้นผ่านศูนย์กลางลูกกลิ้ง | การบำบัดพื้นผิว | ค่ารันเอาท์( มม. ) | ความหยาบของพื้นผิว | วัสดุ |
ลูกกลิ้งเคลือบด้านหลัง (ลูกกลิ้งโลหะ) | φ 295 | การชุบโครเมียมแข็ง ≥ 200 μ M | 0.001 | รา0 .2 | 40C ร |
ลูกกลิ้งนำทาง (ลูกกลิ้งโลหะ) | φ 110 | ออกซิเดชันแบบฮาร์ด | 0 .02 | รา0 .4 | เอล |
ลูกกลิ้งลาก (ลูกกลิ้งโลหะ) | φ 200 | การชุบโครเมียมแข็ง ≥ 100 μ M | 0.005 | รา0 .4 | ส4 5 ซี |
ลูกกลิ้งกด (ลูกกลิ้งยาง) | φ 135 | ยาง EPDM หุ้ม | 0 .1 | -- - | อัล หรือ เอสเอส4 00 |
(2) ความแม่นยำในการประกอบม้วน
รายการข้อมูลจำเพาะ | ความขนาน(มม.) |
ระหว่างลูกกลิ้งโลหะ (ด้านนอกเตาอบ) | 0 .05 |
ระหว่างม้วนโลหะกับม้วนโลหะ(ภายในเตาอบ) | 0 .1 |
ระหว่างลูกกลิ้งโลหะและลูกกลิ้งยาง | 0.2 |
รายการข้อมูลจำเพาะ | ระดับความเรียบ (มม./ม.) |
ลูกกลิ้งโลหะ (ด้านนอกเตาอบ) | 0 .05 |
ลูกกลิ้งโลหะ (ด้านในเตาอบ) | 0 .1 |
ลูกกลิ้งยาง | 0.2 |
6.2 หน่วยคลายเกลียวอัตโนมัติ
เลขที่ | โครงการ | พารามิเตอร์ทางเทคนิค | หมายเหตุ |
1 | ระบบการหนีบ | การขันตัวหนีบเงินเฟ้อให้แน่น | |
2 | วิธีการเปลี่ยนม้วน | การเปลี่ยนม้วนอัตโนมัติของหอคอยหมุน การตัดอัตโนมัติ การต่อเทป | ลูกกลิ้งกดกาวแบบซ้อนและติดกาว |
3 | เส้นผ่านศูนย์กลางการคลายออก | สูงสุด 800 มม. | |
4 | ที่หนีบเงินเฟ้อ | 6 นิ้ว รองรับน้ำหนักได้สูงสุด 1500 กก. | ปลอกขยายของแคลมป์เติมลมใช้ยางที่ทนทานต่อการสึกหรอเป็นพิเศษ |
5 | ไดรฟ์คลายเกลียว | มอเตอร์เซอร์โว+ตัวลดความแม่นยำ | |
6 | วัสดุถัง | 6 นิ้ว ความยาว 1100 ± 5มม. | วัสดุ: ABS หรือสแตนเลส |
7 | อุปกรณ์หอคอยหมุน | ความเร็วรอบของหอคอยหมุน 1r/นาที | ระบบขับเคลื่อนป้อมปืนใช้มอเตอร์+ระบบส่งกลับที่แม่นยำ |
| | ความแม่นยำในการวางตำแหน่งพลิก: ข้อผิดพลาดความสูง H ± 5 มม. | ขับเคลื่อนด้วยตัวลดหมุน เพื่อให้ได้การควบคุมตำแหน่งที่มีความแม่นยำสูงผ่านตัวเข้ารหัสเซอร์โว |
8 | ความสูงกึ่งกลางของป้อมปืน | 1500 ม. | |
9 | ระบบควบคุมความตึง | กระบอกสูบแรงเสียดทานต่ำ + การควบคุมความตึงของวาล์วตามสัดส่วน ช่วงการปรับป้อนกลับของเซ็นเซอร์ความตึง 40-300N ความผันผวนของความตึง ± 1% FS | การควบคุมแรงตึงทันที |
10 | วิธีการแก้ไขความเบี่ยงเบน | การควบคุม EPC อัตโนมัติ ระยะชัก ± 50 มม. โดยใช้เซ็นเซอร์อัลตราโซนิก การควบคุมความเร็วแบบค่อยเป็นค่อยไปและการแก้ไขความเบี่ยงเบน ความแม่นยำ ± 0.1 มม. | เทปนำทางพื้นผิวโปร่งใสแบบปรับได้ |
11 | กลไกการแกว่งมีด | 1) ใบมีดตัดแบบฟันเลื่อย มีอายุการใช้งานในการตัด ≥ 5,000 ครั้ง 2) มีฝาครอบป้องกันแบบลมอยู่ด้านหน้ามีดตัด ซึ่งสามารถปิดได้เมื่อไม่ได้ใช้งานเพื่อป้องกันการขีดข่วนบุคลากร | |
12 | วิธีการโหลด | เอจีวี | |
13 | การวัดเส้นผ่านศูนย์กลางม้วน | การทดสอบอัลตราโซนิก แจ้งเตือนตามเส้นผ่านศูนย์กลางคอยล์ที่ตั้งไว้ | |
14 | แพลตฟอร์มการเข้าซื้อกิจการ | 1) ใช้แท่งแรงดันคู่ แต่เชื่อมต่อแพลตฟอร์มด้วยมือในรูปแบบร่องขูด 2) มีแถบยางที่ด้านล่างของแท่งแรงดันเพื่อหลีกเลี่ยงการสัมผัสโดยตรงระหว่างโลหะและพื้นผิวของแผ่นอิเล็กโทรด | กล่องเก็บฝุ่นแบบฐานล่าง |
15 | ทิศทางการวิ่ง | ขึ้นหรือลง ลงเฉพาะเมื่อเปลี่ยนม้วนอัตโนมัติ | |
16 | วิธีการจัดวางสายพาน | การดึงไปข้างหน้า การเคลือบ การกรอย้อนกลับ | |
17 | การกำจัดเหล็กโพลาร์ | ทั้งสองด้านของพื้นผิวติดตั้งด้วยแท่งแม่เหล็กที่มีแม่เหล็ก ≥ 10000GS | |
18 | ระบบควบคุม | 1) ตั้งค่าปุ่มควบคุมการทำงานและหน้าจอสัมผัสในส่วนการคลายม้วน 2) เซ็นเซอร์อัลตราโซนิกตรวจสอบเส้นผ่านศูนย์กลางของขดลวดและมีฟังก์ชั่นคำนวณเส้นผ่านศูนย์กลางของขดลวดและเตือนเมื่อวัสดุขาดแคลน | สามารถแสดงความยาวการเคลือบและข้อมูลการควบคุมหัวเครื่องจักรได้ |
19 | อุปกรณ์ความปลอดภัย | 1) มีราวกันตก+ม่านแสงที่ป้อมปืน; 2) สวิตช์ดึงเชือกทำหน้าที่หยุดฉุกเฉิน 3) เมื่อมีสวิตช์ตรงข้ามอยู่ใต้แคลมป์เติมลม และไม่มี AGV หรือรถเข็นไฮดรอลิก แคลมป์เติมลมจะไม่สามารถหดกลับได้ |
|
6.3 หน่วยการเคลือบ
เลขที่ | โครงการ | พารามิเตอร์ทางเทคนิค | หมายเหตุ |
1 | วิธีการติดตั้งโครงสร้าง | ความหนา 60 มม. + โครงสร้างแผ่นแนวตั้งโดยรวม แผงผนังชุบโครเมียมแข็ง | |
2 | วิธีการเคลือบ | ประเภทซีรีย์ A/B เคลือบต่อเนื่อง/เคลือบช่องว่าง/เคลือบลายเส้น | |
3 | ลูกกลิ้งเคลือบ (ลูกกลิ้งเหล็ก) | ¢295 มม. ชุบโครเมียมแข็งบนพื้นผิว ระยะวิ่งออกแบบวงกลม: ≤ 1.0 µ m (การตรวจจับไมโครมิเตอร์) กำลังไฟ: มอเตอร์ DDR (Colmorgan) | ผิวสำเร็จ Ra0.2 |
4 | อุปกรณ์ลูกกลิ้งหนีบ | เส้นผ่านศูนย์กลาง: ¢135 มม. วัสดุ: SS400+EPDM ความแข็งของชอร์ ≥ 75 องศา การบีบอัดกระบอกสูบคู่ การปรับล้อนอกรีตสำหรับแรงบีบอัดซ้ายและขวา | |
5 | หัวอัดรีด | 1. หัวอัดที่มีความแม่นยำสูง (2 ชุด/เส้น) ขอบปรับได้ 2. ความกว้างของการเคลือบสูงสุดคือ 800 มม. และสามารถปรับความกว้างของการเคลือบได้โดยการเปลี่ยนปะเก็น 3. หัวแม่พิมพ์มีกลไกพลิกออนไลน์ ซึ่งสามารถใช้พลิกและทำความสะอาดหัวแม่พิมพ์แบบออนไลน์ได้ | ความขนานระหว่างหัวแม่พิมพ์รีดและลูกกลิ้งเหล็กเคลือบ ≤ 5 μm ความตรงของริมฝีปาก ≤ 3 μm ความเรียบ ≤ 3 μm รายงานการตรวจสอบที่แนบมา |
6 | สเปเซอร์ | 4 ชิ้น/ชุด ความแม่นยำความคลาดเคลื่อนของความหนา ± 2 μ m | |
7 | การกำจัดวัสดุเหลือใช้ | แผ่นกรวยสำหรับใส่เศษวัสดุที่ตกค้างบริเวณก้นหัวแม่พิมพ์ | |
8 | ฐานหัวอัด | A: ฐานไดขับเคลื่อนไปข้างหน้าและข้างหลัง: 1. ระบบขับเคลื่อนกระบอกสูบเคลื่อนที่ด้วยจังหวะขนาดใหญ่ (กระบอกสูบมีฝาครอบป้องกันเพื่อป้องกันการปนเปื้อนของสารละลาย) 2. การปรับช่องว่างอย่างละเอียด: การทำงานของมอเตอร์เซอร์โว เซ็นเซอร์วัดการเคลื่อนที่ความแม่นยำสูง ความละเอียด 0.1 ไมโครเมตร ความแม่นยำในการกำหนดตำแหน่งซ้ำ ≤ 0.3 ไมโครเมตร เวลาป้อน ≤ 10 วินาที | มีการออกแบบป้องกันการชนกันระหว่างหัวรีดและลูกกลิ้งเหล็ก หน้าจอการทำงานจะแสดงค่าที่ตั้งไว้และค่าจริง |
9 | ปั๊มป้อนอาหาร | ปั๊มป้อนวัดความแม่นยำสูง | เทพเจ้าแห่งสงครามของญี่ปุ่น |
1 0 | ถังหมุนเวียน | (1) ปริมาตร: 100 ลิตร ผลิตจากสแตนเลส 304 พื้นผิวด้านในและด้านนอกขัดเงา เคลือบชั้นเดียว (2) มาพร้อมหัววัดระดับของเหลวที่ทนทานต่อการกัดกร่อน พร้อมหน้าจอแสดงระดับ 4 ระดับ (สูงสุด สูง ต่ำ ต่ำสุด) เมื่อระดับของเหลวในถังเคลือบต่ำกว่าระดับของเหลวที่กำหนด ระบบป้อนของเหลวอัตโนมัติจะทำงาน หากระดับของเหลวไม่เกินระดับที่กำหนดภายในไม่กี่นาที (ตั้งค่า ณ จุดปฏิบัติงาน) อุปกรณ์จะส่งสัญญาณเตือนโดยอัตโนมัติ (3) การกวนด้วยไฟฟ้า ปรับความเร็วได้ (4) พร้อมหน้าต่างแสดงภาพ | ถังสารละลายมีช่องมองเห็น และช่องป้อนป้องกันการกระเซ็นเพื่อป้องกันการเกิดฟองอากาศ |
11 | การกำจัดเหล็กกรอง | ตัวกรองโลหะ 2 ชั้น + ตัวกำจัดเหล็ก 10000GS - กรองการป้อน (องค์ประกอบตัวกรอง 100 ตาข่าย) และทางออกปั๊มสกรู (องค์ประกอบตัวกรอง 150 ตาข่าย) ของภาชนะ | |
12 | การขูดและการตรวจจับรู | หลังจากลูกกลิ้งเคลือบแล้ว จะมีการติดตั้งม่านแสงเพื่อตรวจจับรูที่เกิดจากการขูดขีดแถบอิเล็กโทรด และจะส่งสัญญาณเตือนทันที โดยจะมีการตัดสินใจด้วยตนเองว่าจะหยุดเครื่องเพื่อประมวลผลหรือไม่ | |
13 | การตรวจจับระดับเทปกาว | กำหนดค่าเซ็นเซอร์รหัสสีสำหรับการตรวจจับระดับเทปก่อนเข้าสู่กระบวนการเคลือบ และเชื่อมโยงกับระบบเคลือบเพื่อให้ข้ามการเคลือบระดับเทปได้ | |
14 | วาล์วเคลือบ | กลุ่มวาล์วเคลือบช่องว่าง | |
1 5 | หน่วยตรวจสอบความดัน | แรงดันภายในห้องหัวอัดและทางออกของปั๊ม (แรงดัน ไม่ดี) การตรวจสอบแรงดันไหลย้อน ความแม่นยำ ≤ 0.001MPa ซอฟต์แวร์เซ็นเซอร์แรงดันที่ทนต่อการกัดกร่อนเพิ่มฟังก์ชันเตือนการเปลี่ยนตัวกรอง (การตั้งค่าแรงดัน) | จัดเตรียมอินเทอร์เฟซเอาต์พุตแอนะล็อกที่สอดคล้องกันสำหรับการรวบรวมข้อมูลแรงดันของคอมพิวเตอร์ |
1 6 | ระบบควบคุมความตึง | โหมดปรับความตึงแบบดิจิทัล/การควบคุมความตึงห้าส่วน การตั้งค่าหน้าจอสัมผัส และการตรวจสอบค่าความตึง | |
1 7 | กลไกการปรับละเอียดด้านข้างของหัวได | ขับเคลื่อนด้วยมอเตอร์เซอร์โวและสกรู สามารถควบคุมแบบวงปิดได้ด้วยระบบตรวจจับขนาด CCD เพื่อให้แน่ใจว่าพื้นผิว AB ตรงกัน |
|
6.4 ระบบเคลือบเซรามิกขอบ
เลขที่ | โครงการ | พารามิเตอร์ทางเทคนิค |
1 | พิมพ์ | ปั๊มสกรูใช้สำหรับป้อนวัสดุแบบรวมศูนย์ วิธีการจ่ายวัสดุคือการติดตั้งรูป้อนวัสดุเซรามิกพิเศษบนหัวไดและสร้างช่องทางไหลเซรามิกบนปะเก็น ปั๊มสกรูยี่ห้อ: Nippon Bingshen, 2NBL10F |
2 | ถังสารละลายขนาด 30 ลิตร | ผลิตจากสแตนเลส 304 พื้นผิวด้านในและด้านนอกขัดเงา ปริมาตร 30 ลิตร ชั้นเดียว มอเตอร์กวน ปรับความเร็วได้ |
3 | การควบคุมความหนา | ควบคุมโดยการปรับการเปิดของลิ้นปีกผีเสื้อ |
4 | กรอง | ตัวกรองโลหะแบบตรง/รูปตัว Y พร้อมแกนตาข่าย 100 |
5 | ท่อส่งอาหาร | ท่อสแตนเลส SUS304+ท่อเทฟลอน |
6.5 หน่วยเตาอบ
เลขที่ | โครงการ | พารามิเตอร์ทางเทคนิค | หมายเหตุ |
1 | พิมพ์ | เกียร์หลักแบบเต็ม 5 เมตรต่อส่วน รวม 40 เมตรสำหรับทั้งส่วนบนและส่วนล่าง ส่วนละ 0.5 เมตรสำหรับห้องแรงดันลบด้านหน้าและด้านหลัง | ความยาวรวมของเตาอบประมาณ 41 เมตร ทั้งด้านบนและด้านล่าง |
2 | คุณภาพของวัสดุ | ท่อลมด้านในเป็นสแตนเลส SUS304 ท่อลมด้านนอกเป็นสแตนเลส SUS201 ท่อลมฉนวนสองชั้นเป็นสแตนเลส | |
3 | ประเภทการส่งสัญญาณหลัก | ใช้การควบคุมการแปลงความถี่มอเตอร์สามเฟส และลูกกลิ้งนำทางกระจายในแนวนอน พื้นผิวของลูกกลิ้งนำทางชุบด้วยโครเมียมแข็ง มีเส้นผ่านศูนย์กลาง ¢ 110 มม. | ตลับลูกปืนภายในเตาอบใช้ตลับลูกปืนที่ทนต่ออุณหภูมิสูง |
4 | การปรับความสูงของหัวฉีดลม | การปรับยกโดยรวมของห้องอากาศ โดยมีปริมาณการปรับ ± 20 มม. | |
5 | หน้าต่างสังเกตการณ์และประตูทางเข้า | 1) เตาอบแต่ละส่วนมีช่องมองภาพ 3 ช่อง 2) ประตูบำรุงรักษาและทำความสะอาดสำรองที่ด้านส่งกำลังของเตาอบ | |
6 | วิธีการให้ความร้อน | การให้ความร้อนด้วยไอน้ำ ความดันไอน้ำ ≥ 0.7MPa | |
7 | อุณหภูมิเตาอบ | 50~140℃ | |
8 | การควบคุมอุณหภูมิเตาอบ | (1) การปรับ PID อิสระสำหรับแต่ละส่วนของเตาอบ (3) การควบคุมอุณหภูมิการทำงานปกติ การควบคุมการป้องกันสัญญาณเตือนการตรวจสอบอุณหภูมิเกิน เมื่อเกิดอุณหภูมิเกิน สัญญาณเตือนแบบเสียงและภาพจะปรากฏขึ้น และแหล่งไอน้ำจะถูกตัดการเชื่อมต่อ | |
9 | ความแม่นยำในการควบคุมอุณหภูมิ | ความแม่นยำในการแสดงผล: ± 1 ℃ (ความแตกต่างของค่าที่ระบุของมิเตอร์ควบคุมอุณหภูมิ); ความแม่นยำในการควบคุม: ≤ ± 3 ℃ (ไม่รวมส่วนแรกและส่วนสุดท้าย) | |
10 | อุณหภูมิพื้นผิวของกล่องระหว่างการทำงาน | อุณหภูมิภายนอกของเตาอบคือ ≤ อุณหภูมิห้อง +20 ℃ (อุณหภูมิกระบวนการ ≤ 135 ℃) | ไม่รวมข้อต่อประตู ข้อต่อหน้าแปลน กระจกหน้าต่าง และการเชื่อมต่อระหว่างเตาอบสองเตา |
11 | วิธีการเป่าไดอะแฟรม | มอเตอร์ความถี่แปรผันป้องกันการระเบิดสำหรับการจ่ายอากาศขึ้นและลง องค์ประกอบความร้อนทั่วไปสำหรับห้องอากาศด้านบนและด้านล่าง | |
12 | การควบคุมปริมาณอากาศ | 1) ปริมาณลมหมุนเวียน ติดตั้งพัดลมหมุนเวียน 1 ตัวต่อส่วน 2) ปรับตัวแปลงความถี่เพื่อควบคุมการไหลของอากาศตามกระบวนการ และตั้งค่าพารามิเตอร์การแปลงความถี่บนหน้าจอสัมผัส 3) แต่ละส่วนของห้องอากาศด้านบนและด้านล่างได้รับการปรับผ่านวาล์วเชิงกลและควบคุมโดยอิสระ 4) ปริมาณอากาศบริสุทธิ์ได้รับการปรับด้วยวาล์วเชิงกลสำหรับแต่ละส่วนและควบคุมโดยอิสระ อากาศบริสุทธิ์จะถูกส่งโดยโรงงานอย่างสม่ำเสมอ 5) ปริมาณอากาศเสียจะถูกปรับโดยวาล์วเชิงกลสำหรับแต่ละส่วนและควบคุมโดยอิสระ | |
13 | การตรวจสอบความดัน | ติดตั้งมาตรวัดแรงดันเชิงกล 4 ชุดภายในและภายนอกเตาอบ หัวฉีดลม และตัวกรองก่อนและหลัง | |
14 | พัดลม | 1) พัดลมหมุนเวียน - กำลังไฟ: 11 กิโลวัตต์; ปริมาณลม: สูงสุด 11,000 ลูกบาศก์เมตร/ชม.; แรงดันรวม: สูงสุด 1,200 ปาสกาล 2) พัดลมทางเข้าและระบายอากาศ - กำหนดค่าตามกระบวนการและเค้าโครงของฝ่าย A | ส่วนสัมผัสระหว่างพัดลมกับลมร้อนทำจากวัสดุสแตนเลส |
15 | ปริมาณอากาศเสีย | ตามระบบ LFP ด้วยความหนาแน่นพื้นผิวเดี่ยวที่ 200g/ ㎡ ความกว้างของการเคลือบสูงสุด 800 มม. ความเร็วในการเคลือบสูงสุด 40 ม./นาที และปริมาณของแข็ง 55%+ ปริมาตรอากาศเสียของเครื่องอิเล็กโทรดบวกจะอยู่ที่ประมาณ 60,000~70,000 ม. ³/H (สภาพการทำงาน 130 ℃); หากอิเล็กโทรดลบมีความหนาแน่นพื้นผิวเดี่ยวที่ 100g/ ㎡ ความกว้างของการเคลือบสูงสุด 800 มม. ความเร็วในการเคลือบสูงสุด 40 ม./นาที และปริมาณของแข็ง 50%+ ปริมาตรอากาศเสียของอิเล็กโทรดลบของระบบน้ำทั้งหมดจะอยู่ที่ประมาณ 40,000~50,000 ม. ³/H (สภาพการทำงาน 110 ℃) | |
16 | การกรองอากาศร้อน | กำหนดค่าตัวกรองประสิทธิภาพเบื้องต้นก่อนการดูดอากาศเข้า | |
17 | พอร์ตป้องกันการระเบิด | เตาอบแต่ละเตามีพอร์ตป้องกันการระเบิด | |
18 | การเชื่อมโยงระหว่างขั้วบวกและระบบกู้คืน NMP | (1) ผู้ผลิตระบบรีไซเคิล NMP เชื่อมต่อสายเคเบิลและสายสัญญาณที่เกี่ยวข้องเข้ากับอินเทอร์เฟซสำรองของเครื่องเคลือบ และส่งสัญญาณการทำงานที่เกี่ยวข้องและสัญญาณผิดปกติของระบบ (ปิดเครื่อง, สัญญาณเตือนความผิดพลาด, ปิดเครื่อง) ไปยังเครื่องเคลือบ (2) เครื่องเคลือบผสานรวมฟังก์ชันทั่วไปของระบบรีไซเคิล NMP (เริ่มหยุด ปรับปริมาณอากาศ ฯลฯ) เข้ากับหน้าจอสัมผัสของหัวเครื่องเคลือบ และสามารถแสดงสัญญาณที่ผิดปกติของระบบรีไซเคิล NMP บนหน้าจอสัมผัสของเครื่องเคลือบได้ (3) เมื่อระบบรีไซเคิล NMP ไม่สามารถเริ่มทำงานได้เนื่องจากความผิดปกติ เครื่องเคลือบจะแจ้งเตือนว่า ระบบรีไซเคิล NMP กำลังทำงานผิดปกติและไม่สามารถสตาร์ทเครื่องเคลือบได้ และส่งสัญญาณไปยังระบบรีไซเคิล NMP (4) เครื่องเคลือบสามารถผลิตและใช้งานได้เฉพาะเมื่อระบบรีไซเคิล NMP ทำงานปกติเท่านั้น หากระบบผิดปกติ เครื่องเคลือบจะไม่สามารถผลิตและใช้งานได้ | |
19 | การตรวจสอบความเข้มข้นของ NMP ในเตาอบ | เครื่องตรวจจับความเข้มข้น NMP การกำหนดค่าขั้วบวก—— ก. เมื่อความเข้มข้นเกิน 25% อุปกรณ์จะส่งสัญญาณเตือนทั้งเสียงและภาพ B. เมื่อความเข้มข้นเกิน 50% อุปกรณ์จะหยุดทำงานและเคลือบ พัดลมหมุนเวียนจะทำงานต่อไป และพัดลมระบายอากาศจะทำงานโดยอัตโนมัติที่ความถี่สูงสุด | |
20 | มอเตอร์ขับเคลื่อน | ก. พัดลมหมุนเวียน: มอเตอร์อะซิงโครนัส 3 เฟส........... 16 ตัว B. ระบบขับเคลื่อนแบบลูกกลิ้ง: มอเตอร์อะซิงโครนัสสามเฟส ............... 16 หน่วย |
|
6.6 ชุดลากจูง
เลขที่ | โครงการ | พารามิเตอร์ทางเทคนิค |
1 | วิธีการติดตั้งโครงสร้าง | การติดตั้งแผ่นแนวตั้งโดยรวม |
2 | ระบบควบคุมแรงดึง | 1) การควบคุมความตึงของกระบอกสูบ + วาล์วตามสัดส่วน, เซ็นเซอร์ความตึงตอบรับ 2) ช่วงความตึงที่ปรับได้คือ 40-300N และความผันผวนของความตึงคือ ≤ ± 2% FS (ในระหว่างการทำงานปกติ) |
3 | ฉากกั้นแบบดึงตึง | ส่วนประกอบของลูกกลิ้งดึงและลูกกลิ้งหนีบ |
4 | ลูกกลิ้งลาก | เส้นผ่านศูนย์กลาง Ø 200 มม. ชุบโครเมียมแข็ง |
5 | ลูกกลิ้งหนีบ | เส้นผ่านศูนย์กลาง Ø 135 มม. เคลือบผิวด้วยกาว EPDM |
6 | การแก้ไขการเดินทาง | 1. ใช้การควบคุม EPC พร้อมลูกกลิ้งกดขอบป้องกันการม้วนและลูกกลิ้งปรับโค้งที่ทางออกของเตาอบ 2. การควบคุม EPC ระยะชัก ± 50 มม. โดยใช้เซ็นเซอร์อัลตราโซนิก การควบคุมความเร็วแบบค่อยเป็นค่อยไปและการแก้ไขความเบี่ยงเบน ความแม่นยำ ± 0.1 มม. |
7 | ระบบขับเคลื่อนลูกกลิ้งลาก | มอเตอร์เซอร์โว+ตัวลดความแม่นยำ |
8 | กลไกการทำให้เสาแบนราบ | การทำให้แผ่นอิเล็กโทรดแบนราบโดยใช้ลูกกลิ้งโค้ง |
6.7 ชุดไขลานอัตโนมัติ
เลขที่ | โครงการ | พารามิเตอร์ทางเทคนิค | หมายเหตุ |
1 | ระบบไฟซี | การขันตัวหนีบเงินเฟ้อให้แน่น | |
2 | วิธีการเปลี่ยนม้วน | การเปลี่ยนม้วนอัตโนมัติของหอคอยหมุน การตัดอัตโนมัติ การต่อเทป | ลูกกลิ้งกดกาวแบบซ้อนและติดกาว |
3 | เส้นผ่านศูนย์กลางรีล | สูงสุด 800 มม. | |
4 | ที่หนีบเงินเฟ้อ | 6 นิ้ว รองรับน้ำหนักได้สูงสุด 1500 กก. | ปลอกขยายของแคลมป์เติมลมใช้ยางที่ทนทานต่อการสึกหรอเป็นพิเศษ |
5 | ไดรฟ์แบบคดเคี้ยว | มอเตอร์เซอร์โว+ตัวลดความแม่นยำ | |
6 | วัสดุถัง | เส้นผ่านศูนย์กลางภายใน 6 นิ้ว ความยาว 1100 ± 5 มม. | วัสดุ: ABS หรือสแตนเลส |
7 | อุปกรณ์หอคอยหมุน | ความเร็วรอบของหอคอยหมุน 1r/นาที ความแม่นยำในการวางตำแหน่งพลิก: ข้อผิดพลาดความสูง H ± 5 มม. | ระบบขับเคลื่อนป้อมปืนขับเคลื่อนด้วยมอเตอร์และตัวลดหมุนแม่นยำ และการควบคุมตำแหน่งแม่นยำสูงทำได้ผ่านตัวเข้ารหัสเซอร์โว |
8 | ความสูงกึ่งกลางของป้อมปืน | 1500 ม. | |
9 | ระบบควบคุมความตึง | กระบอกสูบแรงเสียดทานต่ำ + การควบคุมความตึงของวาล์วตามสัดส่วน ช่วงการปรับป้อนกลับของเซ็นเซอร์ความตึง 40-300N ความผันผวนของความตึง ± 1% FS | การควบคุมความตึงแบบเทเปอร์ ปรับได้ตั้งแต่ 0 ถึง 80% |
10 | วิธีการแก้ไขความเบี่ยงเบน | การควบคุม EPC ระยะชัก ± 50 มม. โดยใช้เซ็นเซอร์อัลตราโซนิก การควบคุมความเร็วแบบค่อยเป็นค่อยไปและการแก้ไขความเบี่ยงเบน ความแม่นยำ ± 0.1 มม. | เทปนำทางพื้นผิวโปร่งใสแบบปรับได้ |
11 | กลไกการแกว่งมีด | 1) ใบมีดตัดแบบฟันเลื่อย มีอายุการใช้งานในการตัด ≥ 5,000 ครั้ง 2) มีฝาครอบป้องกันแบบลมอยู่ด้านหน้ามีดตัด ซึ่งสามารถปิดได้เมื่อไม่ได้ใช้งานเพื่อป้องกันการขีดข่วนบุคลากร | |
12 | วิธีการระบายออก | เอจีวี | |
13 | การวัดเส้นผ่านศูนย์กลางม้วน | การทดสอบอัลตราโซนิก แจ้งเตือนตามเส้นผ่านศูนย์กลางคอยล์ที่ตั้งไว้ | |
14 | แพลตฟอร์มรับเทปแบบแมนนวล | 1. ใช้แท่งแรงดันคู่ แต่เชื่อมต่อแพลตฟอร์มเทปด้วยมือในรูปแบบร่องขูด 2. มีแถบยางที่ด้านล่างของแท่งแรงดันเพื่อหลีกเลี่ยงการสัมผัสโดยตรงระหว่างโลหะและพื้นผิวของแผ่นอิเล็กโทรด | |
15 | ทิศทางการวิ่ง | ขึ้นหรือลง ลงเฉพาะเมื่อเปลี่ยนม้วนอัตโนมัติ | |
16 | การจัดตำแหน่งการพัน | ≤ ±1.0 มม. | |
17 | การกำจัดเหล็กโพลาร์ | ทั้งสองด้านของพื้นผิวติดตั้งด้วยแท่งแม่เหล็กที่มีแม่เหล็ก ≥ 10000GS | |
18 | ระบบควบคุม | 1) ตั้งค่าปุ่มควบคุมการทำงานและหน้าจอสัมผัสในส่วนการพันขดลวด 2) เซ็นเซอร์อัลตราโซนิกตรวจสอบเส้นผ่านศูนย์กลางของขดลวดและมีฟังก์ชั่นคำนวณเส้นผ่านศูนย์กลางและเตือนเมื่อการพันขดลวดเสร็จสมบูรณ์ | สามารถแสดงความยาวการเคลือบและข้อมูลการควบคุมหัวเครื่องจักรได้ |
19 | อุปกรณ์ความปลอดภัย | 1) มีราวกันตก+ม่านแสงที่ป้อมปืน; 2) สวิตช์ดึงเชือกทำหน้าที่หยุดฉุกเฉิน 3) เมื่อมีสวิตช์ตรงข้ามอยู่ใต้แคลมป์เติมลม และไม่มี AGV หรือรถเข็นไฮดรอลิก แคลมป์เติมลมจะไม่สามารถหดกลับได้ |
|
6.8 ระบบควบคุมไฟฟ้า
(1) ระบบควบคุมหลัก: หน้าจอสัมผัส, PLC, การควบคุมบัส, ระบบเซอร์โว, ระบบตรวจสอบแรงดัน
(2) วิธีการเดินสาย: การกระจายแบบบัส, การจัดวางช่องกระแสไฟแรงและอ่อน
(3) เค้าโครงตู้ควบคุมไฟฟ้า: ตู้กันฝุ่นอิสระ ตู้แรงดันสูงและต่ำพร้อมการออกแบบกล่องแยกกัน
(4) วิธีการควบคุมไฟฟ้า: การจัดวางแบบกระจายอำนาจ การควบคุมแบบรวมศูนย์ ความน่าเชื่อถือสูง ประหยัดพื้นที่ และบำรุงรักษาง่าย
(5) โหมดการทำงาน: ด้วยตนเอง, อัตโนมัติ, หยุดฉุกเฉิน ระบบควบคุมหลักอยู่ที่หน้าจอสัมผัสของหัวเครื่อง ส่วนท้ายยังสามารถใช้งานสำหรับการดำเนินการทั่วไป เช่น การปิดเครื่อง การเดินสายพาน การหยุดฉุกเฉิน เป็นต้น
(6) การตั้งค่าการเคลือบ: การเคลือบต่อเนื่อง/การเคลือบช่องว่าง
(7) การตั้งค่าเงื่อนไขการทำงานและการรวบรวมข้อมูล: ความเร็วสายการเคลือบ การควบคุมความตึง การตั้งค่าการเคลือบ ความถี่พัดลม และการตั้งค่าอุณหภูมิ สามารถตั้งค่า แสดง และบันทึกได้ผ่านหน้าจอสัมผัส สามารถจัดเก็บพารามิเตอร์กระบวนการได้ 20 ชุด
(8) การตรวจสอบสถานะ: การตรวจสอบความตึงห้าขั้นตอน การตรวจสอบการแตกหักของสายพาน การแก้ไขความเบี่ยงเบน การตรวจสอบอุณหภูมิ
(9) ฟังก์ชันการนับ: วัดความยาวของการเคลือบเป็นเมตร โดยมีความแม่นยำในการแสดงผล 1 มม.
(10) ฟังก์ชันการป้องกันความปลอดภัย: การประสานทางกลและไฟฟ้า ฟังก์ชันการล็อคอัตโนมัติ ฟังก์ชันการป้องกันการเหนี่ยวนำ
สามารถ; ส่งสัญญาณเตือนในแต่ละพื้นที่ก่อนเริ่มใช้งานอุปกรณ์; ตั้งสัญญาณเตือนความปลอดภัยสำหรับพื้นที่อันตราย เช่น การเคลื่อนไหว การบีบอัด การตัด และแหล่งความร้อน; ฝาครอบป้องกันสำหรับระบบส่งกำลังและชิ้นส่วนที่เคลื่อนไหว; ฟังก์ชั่นแจ้งเตือนอุณหภูมิเตาอบเกินและป้องกันไฟฟ้าดับ
(11) สถานการณ์สัญญาณเตือน: เมื่ออุปกรณ์ทำงานผิดปกติหรือเริ่มทำงาน ไฟสัญญาณเตือนสามสีบนหัวเครื่องจะสว่างขึ้น
คำเตือน; มีสัญญาณเตือนเฉพาะสำหรับการม้วนและคลายม้วน หน้าจอสัมผัสจะแสดงหน้าจอการแก้ไขที่เกี่ยวข้อง จัดเก็บข้อมูลสัญญาณเตือนและการดูข้อมูลสัญญาณเตือนในประวัติ
(12) การจัดการการควบคุม: การควบคุมลำดับชั้นด้วยรหัสผ่าน พารามิเตอร์กระบวนการสามารถล็อกได้ ต้องใช้รหัสผ่านสำหรับการตั้งค่าและการบำรุงรักษาพารามิเตอร์อุปกรณ์
7 รายการการกำหนดค่า
7.1 การกำหนดค่าหลัก
เลขที่ | ชื่อ | ยี่ห้อ | ที่ตั้งของแบรนด์ |
1 | พีแอลซี | ออมรอน | ประเทศญี่ปุ่น |
2 | มอเตอร์เซอร์โว | OMRON/Huichuan/พานาโซนิค/Yaskawa/Kesu | ญี่ปุ่น/จีน |
3 | มอเตอร์ป้อมปืน | ออมรอน | ประเทศญี่ปุ่น |
4 | มอเตอร์เซอร์โวขับเคลื่อนตรง | โคล มอร์แกน | สหรัฐอเมริกา |
5 | ตัวลด | ซินเปา/ซินลี่หยิง/ดิกโซโก | ญี่ปุ่น/จีน |
6 | รางนำเชิงเส้นหัว | ทีเอชเค | ประเทศญี่ปุ่น |
7 | บอลสกรูหัวกลม | ทีเอชเค | ประเทศญี่ปุ่น |
8 | แบริ่ง | เอ็นเอสเค/เอฟเอจี/อาซาฮี | ญี่ปุ่น/เยอรมนี |
9 | กระบอกสูบ | SMC/CKD/แอร์แทค | ญี่ปุ่น/จีน |
10 | วาล์วโซลินอยด์แบบวาล์วเปิด-ปิดไม่ต่อเนื่อง | เฟสโต้ | เยอรมนี |
1 1 | ระบบควบคุมการแก้ไขความเบี่ยงเบน | Kaiduo หรือยี่ห้อเทียบเท่า | เยอรมนี |
12 | ระบบควบคุมความตึง | ยี่ห้อ Boxin หรือเทียบเท่า | จีน |
13 | หน้าจอสัมผัส | สถานะที่สอดคล้องของคุนหลุน | จีน |
14 | เซ็นเซอร์ไฟเบอร์ออปติก | คีย์เอ็นซ์ | ประเทศญี่ปุ่น |
15 | เซ็นเซอร์ระดับของเหลว | ยี่ห้อ Kerui หรือเทียบเท่า | สวิตเซอร์แลนด์ |
16 | เซ็นเซอร์รหัสสี | คีย์เอ็นซ์ | ประเทศญี่ปุ่น |
17 | เซ็นเซอร์วัดแรงดันสารละลาย | เยอรมนี บีดี | เยอรมนี |
18 | รีเลย์ | ยี่ห้อ Schneider หรือเทียบเท่า | ประเทศญี่ปุ่น |
19 | สวิตช์ลม | ชไนเดอร์/ชินท์ | ฝรั่งเศส/จีน |
20 | อินเวอร์เตอร์ | INVETON หรือยี่ห้อเทียบเท่า | จีน |
21 | ตัวควบคุมอุณหภูมิ | ออมรอน/หยางหมิง | ญี่ปุ่น/จีน |
22 | พัดลมแบบแรงเหวี่ยง | แบรนด์ Aozhong หรือเทียบเท่า | จีน |
23 | วาล์วควบคุมไอน้ำ | อัซบิล | ประเทศญี่ปุ่น |
24 | วาล์วระบายน้ำ | Spirsax หรือยี่ห้อเทียบเท่า | อังกฤษ |
25 | วาล์วปิด | สินค้าคุณภาพสูงในประเทศ | จีน |
26 | ลูกกลิ้งเคลือบ | ภายในประเทศ | จีน |
27 | หัวเคลือบ | มิตซูบิชิ/พานาโซนิค/คุณภาพสูงในประเทศ | ญี่ปุ่น/จีน |
28 | เครื่องตรวจจับความเข้มข้น NMP | Li Yan/หรือยี่ห้อเทียบเท่า | ประเทศญี่ปุ่น |
29 | เครื่องตรวจจับความหนาแน่นของพื้นผิว | Dacheng/Shuangyuan/Ruiqi/หรือแบรนด์ที่เทียบเท่า | จีน |
3 0 | ระบบตรวจจับ CCD | เลือก | จีน |