VIDEO
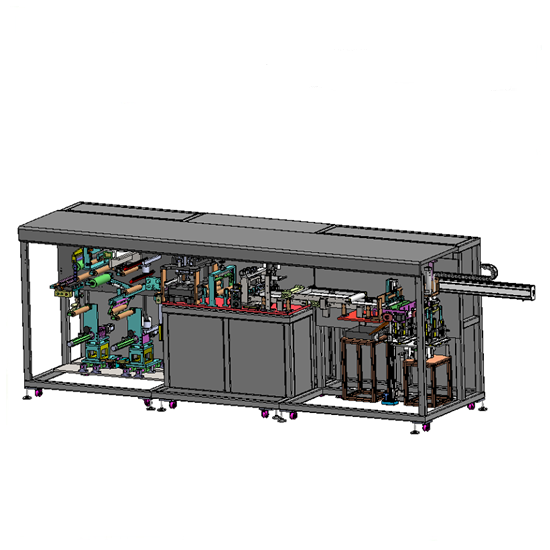
เครื่องตัดตายอัตโนมัติสำหรับสายการผลิตเซลล์ปริซึม
1 、 การแนะนำอุปกรณ์
1. ฟังก์ชั่นอุปกรณ์
* ฟังก์ชั่นคลายม้วน (มีการนำกลไกการคลายม้วน 2 แบบมาใช้ และมอเตอร์เซอร์โวจะควบคุมการคลายม้วนอัตโนมัติอย่างอิสระ)
* ฟังก์ชันแก้ไขความเบี่ยงเบน (แก้ไขความเบี่ยงเบนของกลไกการคลายเกลียวและ อิเล็กโทรด ที่กำลังถูกเคลื่อนย้ายก่อนการเจาะ)
* ระบบควบคุมความตึงของสายพาน (ความตึงของสายพานได้รับการควบคุมโดยอิสระด้วยโหมดบัฟเฟอร์สองโหมด ซึ่งสามารถลดความสั่นไหวของสายพานในกระบวนการตัดแม่พิมพ์ที่มีปริมาณสูง)
* ใช้แม่พิมพ์โลหะเว้าและนูนเพื่อทำให้การขึ้นรูปหูเสาเสร็จสมบูรณ์ (ใช้แม่พิมพ์เหล็กทังสเตน ซึ่งมีอายุการใช้งานยาวนานและมีเสี้ยนเจาะน้อย)
* การกำจัดฝุ่นของลูกกลิ้งอุปกรณ์ (การดูดซับฝุ่นของลูกกลิ้งดึง)
* ก่อนการตัดแบบได คัท จะมีการแปรงและดูดฝุ่นอิเล็กโทรด
* ฟังก์ชันการตัดชิปตัวเดียว (ใช้โครงสร้างขับเคลื่อนเพลาข้อเหวี่ยงควบคุมเซอร์โวเพื่อการตัดที่สมบูรณ์ ใช้แม่พิมพ์เหล็กทังสเตน มีอายุการใช้งานยาวนานและเสี้ยนเจาะขนาดเล็ก)
* ฟังก์ชั่นการลำเลียง อิเล็กโทรด เดี่ยว (ใช้สายพานสูญญากาศสามเส้นในการลำเลียง อิเล็กโทรด กำจัดฝุ่นที่ด้านทั้งสองด้านของ อิเล็กโทรด และคัดกรองผลิตภัณฑ์ที่มีข้อบกพร่องในระหว่างกระบวนการลำเลียง)
* การกำจัดฝุ่นทั้งสองด้านของ อิเล็กโทรด (โดยค่าเริ่มต้นจะใช้ผ้าสักหลาดและการเก็บฝุ่นด้วยแรงดันลบ อุปกรณ์กำจัดฝุ่นแบบไฟฟ้าสถิตที่ไม่ต้องสัมผัสได้รับการจองไว้) วิธีการกำจัดฝุ่นนี้เป็นเพียงทางเลือก
* การตรวจจับ CCD สองชั้นและการติดฉลาก ข้อบกพร่องบนพื้นผิว ของอิเล็กโทรด (CCD ตรวจจับทั้งสองด้านของ อิเล็กโทรด เครื่องติดฉลากจะติดฉลากผลิตภัณฑ์ที่ไม่มีคุณสมบัติหลังจากการตรวจจับ และดึงส่วนนี้ผ่านเมื่อหูขั้วถูกสร้างขึ้น อุปกรณ์ไม่มีฟังก์ชันนี้ตามค่าเริ่มต้น และตำแหน่งการติดตั้งถูกสงวนไว้) ฟังก์ชันนี้เป็นทางเลือก
l การตรวจจับรหัสสีของสินค้าที่มีข้อบกพร่อง (อิเล็กโทรดตรวจจับมีฉลากที่มีข้อบกพร่อง และอุปกรณ์อิเล็กโทรดจะคัดกรองสินค้าที่มีข้อบกพร่องออกไปโดยอัตโนมัติ)
* การตรวจจับ CCD ขนาด อิเล็กโทรด เดี่ยว (สำหรับ การตรวจจับขนาดโดยรวมของ อิเล็กโทรด แต่ละอัน อุปกรณ์จะคัดกรองผลิตภัณฑ์ที่มีข้อบกพร่องออกไปโดยอัตโนมัติ)
* ฟังก์ชันการรวบรวม อิเล็กโทรด (ฟังก์ชันการนับ อิเล็กโทรด ติดตั้งอยู่ในกล่องวัสดุ พร้อมด้วยฟังก์ชันการจัดเรียง อิเล็กโทร ด และ รวบรวม อิเล็กโทรด อย่างเรียบร้อยในกล่องวัสดุ)
* ฟังก์ชันการแปลงและลำเลียงตลับตลับหมึก (ติดตั้งตลับตลับหมึกบนแท่นหมุน และตลับตลับหมึกจะแปลงโดยอัตโนมัติ เครื่องจักรกลจะแยกตลับตลับหมึกออกมาและเชื่อมต่อสายวัสดุ) สามารถใช้ตลับตลับหมึกร่วมกับเครื่องเคลือบได้
2. หลักการอุปกรณ์
หลักการป้อนคอยล์ขั้วต่อเนื่อง การควบคุมการเจาะแม่พิมพ์และแรงกระตุ้นขั้วผ่านโหมดของแคมอิเล็กทรอนิกส์ และการควบคุมระยะทางที่ไม่เท่ากันด้วยแรงดึงเซอร์โว
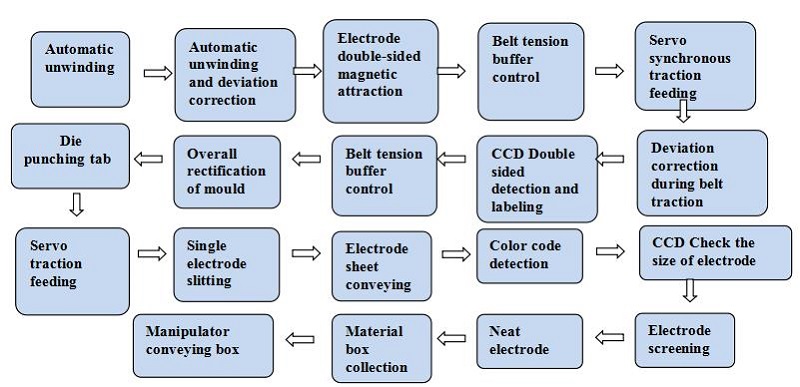
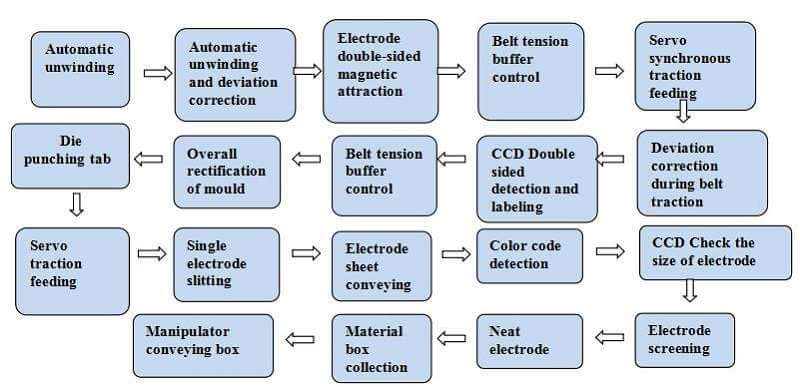
3. กระบวนการดำเนินการอุปกรณ์
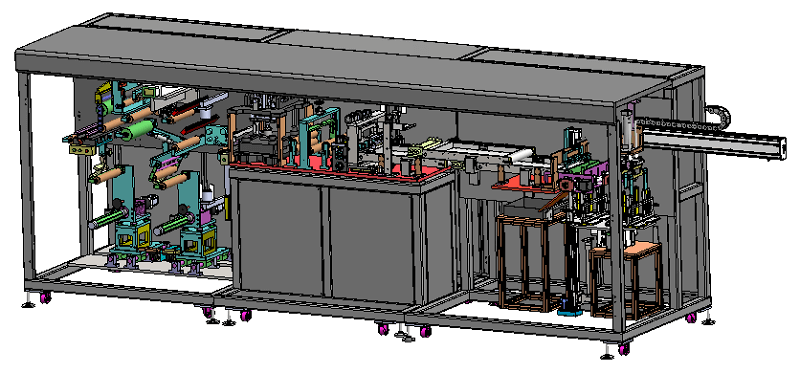
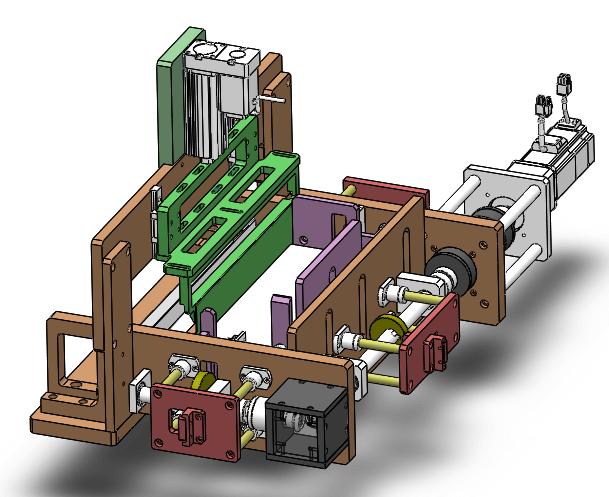
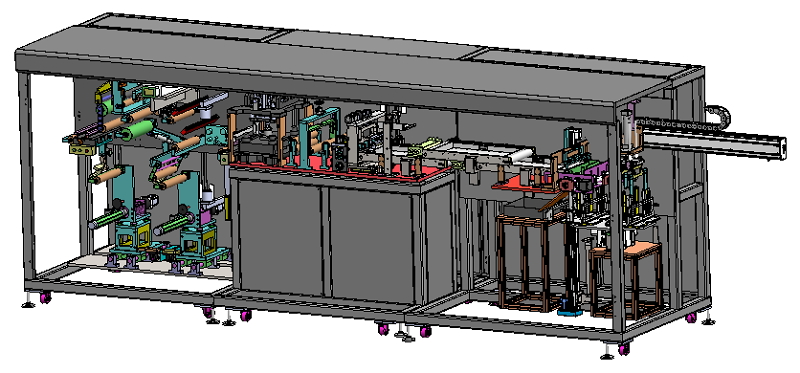
4. โครงสร้างโดยรวม
1) ขนาด : ยาว 4200 มม . ; กว้าง : 1 2 8 0 มม. ; สูง : 2050 มม .
2) น้ำหนัก : 1.85 ตัน
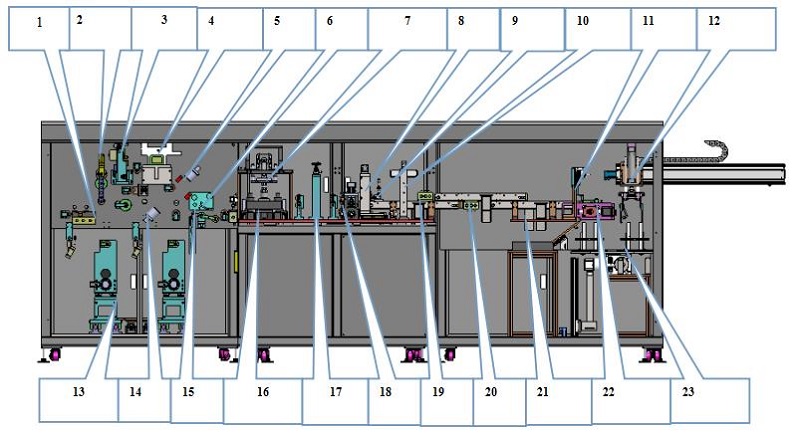
3) แผนภาพโครงสร้างโดยรวม
1. 上料接料台: แพลตฟอร์มการให้อาหารและรับ
2. 张力缓存机构 : กลไกบัฟเฟอร์แรงดึง
3. 滚轮牵引机构: กลไกการดึงลูกกลิ้ง
4. 过程纠偏组件 : องค์ประกอบการแก้ไขกระบวนการ
5. การทดสอบ CCD : การทดสอบ CCD
6. 贴胶机 :อุปกรณ์ทากาว
7. 极耳成型模切组件 : แท็บขึ้นรูปชุดตัดไดคัท
8. 裁切机构 :กลไกการตัด
9. 色标传感器 : เซ็นเซอร์รหัสสี
10. CCD 检测机构 : กลไกการตรวจจับ CCD
11. 次品剔除机构 :กลไกการปฏิเสธ
12. 机械手抓取机构 :กลไกการคว้าหุ่นยนต์
13. 自动放卷纠偏装置 : อุปกรณ์แก้ไขการคลี่คลายและเบี่ยงเบนอัตโนมัติ
14. การทดสอบ CCD : การทดสอบ CCD
15. กลไกแคช : กลไกแคช
16. 模具冲切机构 : กลไกการเจาะรู
17. 转型调节机构 :สถาบันการปรับการเปลี่ยนแปลง
18. 滚轮牵引机构 :กลไกการดึงลูกกลิ้ง
19. 除尘机构 :กลไกการกำจัดฝุ่น
20. 除尘机构 :กลไกการกำจัดฝุ่น
21. 次品收集盒 :กล่องรับผลิตภัณฑ์มีข้อบกพร่อง
22. 整齐料盒极ע机构 :กลไกอิเล็กโทรดกล่องวัสดุเรียบร้อย
23. 转化料盒机构 :กลไกกล่องแปลง
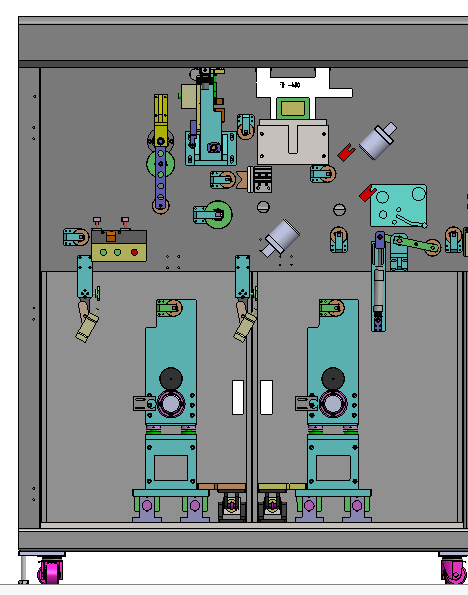
4) แผนภาพลักษณะอุปกรณ์
4 、 การแนะนำฟังก์ชันของส่วนประกอบอุปกรณ์
1. อุปกรณ์ให้อาหารอัตโนมัติ
l เส้นผ่านศูนย์กลางสูงสุด : φ700มม . ;
l น้ำหนักสูงสุด : 150กก .
l เส้นผ่านศูนย์กลางภายในปลอก : 150.2±0.5 มม .
โหมด การคลายและป้อน: การป้อนจะดำเนินการโดยตรงโดยรถเข็นเชื่อมต่อโลจิสติกส์หรือด้วย มือ
กลไก การคลายออกใช้โครงสร้างเพลาพองลม และปลายทั้งสองข้างของเพลาพองลมติดตั้งตลับลูกปืนกลิ้ง ซึ่งมีโครงสร้างที่ มั่นคง
l มีแพลตฟอร์มเชื่อมต่อสายพานแบบขดและสายทำเครื่องหมายเสริม ซึ่งสะดวกสำหรับการเชื่อมต่อสายพานด้วย มือ
มี แท่งแม่เหล็กถาวรขนาด 40000gs อยู่ด้านหลังโต๊ะรับเพื่อขจัดเหล็กออกจากด้านหน้าและด้านหลังของ อิเล็กโทร ด
l การเก็บฝุ่นด้วยแปรงลูกกลิ้งสองด้านของชิ้นส่วนขั้วก่อนการตัดด้วย แม่พิมพ์
l โดยใช้อุปกรณ์กดก่อนตัด แม่พิมพ์
l ระบบเซอร์โวใช้ควบคุมการคลายแบบซิงโครนัสเพื่อรักษาความตึงให้คง ที่
l ช่วงความตึงที่ปรับได้คือ 0-150 N และความแม่นยำคือ ±10 %
l ก่อนและหลังวัสดุส่วนบนและส่วนล่าง แกนม้วนจะสั่นคลอน ≤5มม .
l ระยะห่างจากปลายหน้าของเพลาขดลวดถึงด้านนอกของฝาครอบป้องกัน ≤250 มม.
l ด้วยการออกแบบการป้องกันความ ปลอดภัย
l ระบบแก้ไขความเบี่ยงเบนใช้เซ็นเซอร์แก้ไขความเบี่ยงเบน CCD ที่มีความแม่นยำสูงเพื่อควบคุมด้านตรงข้ามและปรับปรุงความแม่นยำในการแก้ไขความเบี่ยงเบน ±0.2 มม .
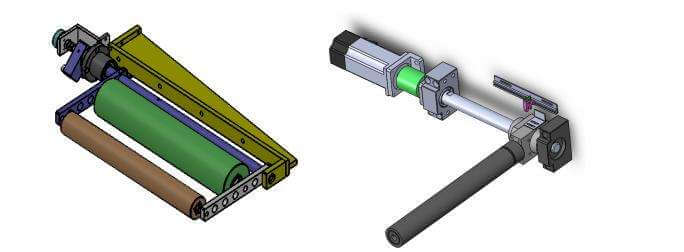
1. ระบบควบคุมความตึงสายพาน
l การควบคุมความตึงในการคลายของสายพานวัสดุประกอบด้วยกลไกสอง อย่าง
l ส่วนคลายของเพลาขยายอากาศได้รับการควบคุมโดยการแกว่งของกระบอกสูบแรงเสียดทานต่ำเพื่อควบคุมความตึงในระหว่างกระบวนการ คลาย
l ในระหว่างการเจาะแม่พิมพ์ สายพานจะแกว่งขึ้นและลง และมอเตอร์เซอร์โวจะดึงแกนสกรูเพื่อชดเชย ตัวอย่างเช่น เมื่อแม่พิมพ์ขึ้นและลง มอเตอร์เซอร์โวจะดึงความยาวของเสาอย่างรวดเร็วเพื่อให้แน่ใจว่ามีแรงตึงในกระบวนการลำเลียง เสา
l ส่วนแกว่งใช้การควบคุมการป้อนแบบวาล์วสัดส่วนความแม่นยำสูง โพเทนชิออมิเตอร์ความแม่นยำสูง และกระบอกสูบแรงเสียดทานต่ำเพื่อควบคุมการป้อนแบบซิงโครนั ส
l แกนสกรูได้รับการควบคุมโดยปริมาณอะนาล็อกเซอร์โว และสามารถตั้งค่าความตึงได้ตามขนาดของชิ้นส่วน ขั้ว
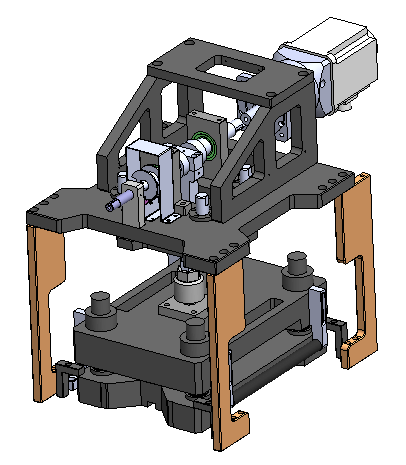
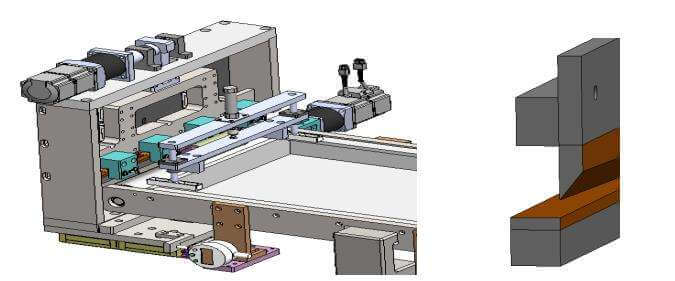
2. อุปกรณ์เจาะและขึ้นรูป แผ่น
l A ใช้แม่พิมพ์เจาะโลหะเว้าและนูนเพื่อทำให้การขึ้นรูป แท็บ เสร็จสมบูรณ์
การเจาะแม่พิมพ์ด้านบนและด้านล่างใช้โหมดการสัมผัส จุด กรรไกร
เพลา ข้อเหวี่ยงขับเคลื่อนด้วยเซอร์โวใช้เพื่อทำให้การเจาะแม่พิมพ์ด้วยความเร็วสูงเสร็จสมบูรณ์ และชิ้นขั้วไม่มีความเสียหาย ผงหล่น มุมคม และข้อบกพร่องอื่นๆ ในระหว่างกระบวนการ หั่น
l การถอดประกอบและติดตั้งแม่พิมพ์ทำได้ง่าย และสามารถปรับความกว้างของเสาได้ง่าย สามารถรองรับเสาขนาดต่างๆ ได้ภายในช่วงที่กำหนด และเวลาเปลี่ยนน้อยกว่า 1 ชั่วโมง
l ติดตั้งอุปกรณ์รวบรวมขยะรูปกรวยไว้ใต้แม่พิมพ์ ขยะที่เกิดขึ้นหลังจากการเจาะและการตัดสามารถดูดเข้าไปในอุปกรณ์กรวยได้ทันที จากนั้นรวบรวมลงในกล่องรีไซเคิลขยะ (ทำความสะอาด 1 ครั้งต่อกะ เวลาในการทำความสะอาด ≤ 5 นาที )
l แม่พิมพ์ส่วนบนมีฟังก์ชันการระบายความร้อนด้วยการเป่าลมแรงดันบวกเพื่อปรับปรุงอายุการใช้งานการเจาะของ แม่พิมพ์
l กลไกการเจาะมีการติดตั้งใยแก้วนำแสงป้องกันความปลอดภัยและฝาครอบป้องกันความ ปลอดภัย
l ระบบใช้เซ็นเซอร์แก้ไขค่าเบี่ยงเบน CCD ที่มีความแม่นยำสูงเพื่อปรับปรุงความแม่นยำในการแก้ไขค่าเบี่ยงเบน ≥0.2 มม.
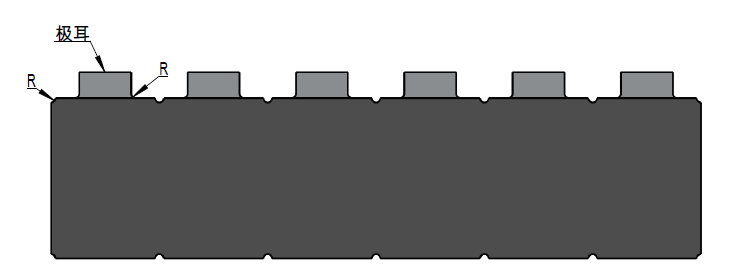
l พารามิเตอร์ของ อิเล็กโทรด หลังจากการเจาะ :
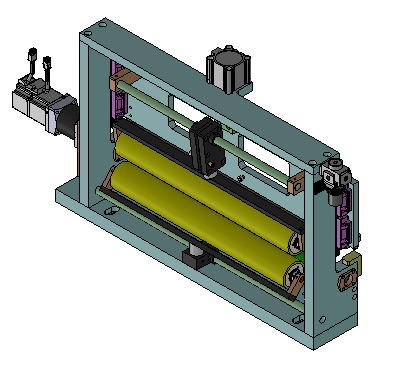
3. อุปกรณ์ดึงสายพาน
กระบวนการลากและลำเลียงสายพาน วัสดุ ประกอบด้วยชุดลูกกลิ้งลากสอง ชุด
l ชุดแรกของกระบวนการม้วนควบคุมความเร็วสูงที่ซิงโครไนซ์การ ลำเลียง
l ชุดที่สองของการควบคุมความเร็วสูงการเจาะชิ้นส่วนขั้วกลางการลำเลียงแบบซิงโครไน ซ์
l ใช้ฟังก์ชันการป้อนระยะทางที่ไม่เท่ากันในการควบคุมเซอร์ โว
l ด้านหน้าลูกกลิ้งดึง มี ล้อนำ สีแทน เพื่อป้องกันไม่ให้ แท็บ หลุดออกหลังจากการตัดแม่พิมพ์ สามารถปรับล้อนำได้ง่ายเมื่อเปลี่ยน รุ่น
ลูกกลิ้ง ทั้งสองติดตั้งลูกกลิ้งดูดซับผงโดยตรงเพื่อกำจัดฝุ่นที่สะสมระหว่างการดึงของ ลูกกลิ้ง
ลูกกลิ้ง กดจะถูกบีบอัดโดยอัตโนมัติด้วยกระบอกลม ซึ่งสะดวกต่อการร้อย ด้าย
4. กลไกการตัด
l ใน กระบวนการตัดเสาเป็นชิ้นนั้น มีฟังก์ชันการกดล่วงหน้าที่ด้านหน้าและลูกกลิ้งดึงที่ด้านหลังเพื่อให้แน่ใจว่าเสาเป็นชิ้นที่มีความเหนียวก่อนการตัด และผงตัดเสาเป็นชิ้นมีความแม่นยำตามมิติ
หลังจาก การตัดแล้ว อุปกรณ์จะติดตั้งด้วยใยแก้วนำแสงเหนี่ยวนำเพื่อป้องกันไม่ให้มีดตัดขั้วถูกเข้าใจผิดว่าเป็นขยะหลายชิ้น
l เครื่องตัดด้านล่างได้รับการติดตั้งด้วยเครื่องดูดฝุ่นเพื่อดูดซับฝุ่น
l ใช้มีดเหล็กทังสเตนฝังเพื่อลดต้นทุนการบำรุงรักษาและเปลี่ยน ทดแทน
การ ตัด มีฟังก์ชั่นการนับ
5. ฟังก์ชั่นแก้ไข อิเล็กโทรด ในกล่องป้อนอาหาร
l ในระหว่างการทำงานของ อิเล็กโทรด มอเตอร์เซอร์โวจะขับเคลื่อนกลไกการเรียงลำดับเพื่อแก้ไข อิเล็ก โทร ด
l หลังจากการแก้ไขแล้ว อิเล็กโทรด จะถูกซ้อนในกล่องวัสดุเพื่อให้แน่ใจว่า อิเล็กโทรด ในกล่องวัสดุ นั้น เรียบร้อย
กล่อง วัสดุ มีฟังก์ชั่นนับ และชิ้นส่วนขั้วไม่มีความเสียหาย การย่น การดัด รอยขีดข่วน และข้อบกพร่องอื่นๆ ในระหว่างการใช้งานและการ ซ้อน
l เมื่อ อิเล็กโทรด ในกล่องวัสดุเต็มแล้ว มันจะสลับไปที่กลไกบัฟเฟอร์โดยอัตโนมัติเพื่อรับ วัสดุ
5 、 อุปกรณ์กำจัดฝุ่น (อุปกรณ์เสริม)
l 1) ล้อขนแกะ แรงดันลบในการเก็บฝุ่น
l อุปกรณ์นี้ใช้ล้อขนแกะและวิธีการกำจัดฝุ่นด้วยแรงดันลบ ซึ่งให้ผลการกำจัดฝุ่นที่ดี มีประสิทธิภาพสูง และต้นทุนต่ำ
l เมื่อ อิเล็ก โทรด ผ่านปลายทางเข้าของหัวทำความสะอาด ให้หมุนแปรงขับเคลื่อนเพื่อกวาดผงเพื่อขจัดฝุ่นบนพื้นผิวของ อิเล็กโทร ด
ต่อ จากนั้นขั้วรับลมแรงดันลบภายในเพื่อดูดซับฝุ่นที่ลอยมาและฝุ่นบนล้อ แปรง
ฝุ่น ละออง จะถูกเก็บรวบรวมไว้ในพัดลมแรงดันลบ ซึ่งทำความสะอาดได้ง่าย (เดือนละครั้ง เวลาในการทำความสะอาด ≤ 5 นาที)
l 1) การกำจัดฝุ่นแบบไม่ต้องสัมผัส
ฉัน นำเอาหลักการกำจัดฝุ่นแบบไม่สัมผัสของลมไอออนแรงดันสูงมาใช้ ซึ่งให้ผลการกำจัดฝุ่นที่ดี มีประสิทธิภาพสูง และมีต้นทุนสูง
เมื่อ อิ เล็กโทรด ผ่านปลายทางเข้าของหัวทำความสะอาด กลุ่มไอออไนเซชันและไฟฟ้าสถิตบนพื้นผิวคอยล์จะถูกกำจัดออก
จากนั้น อิ เล็กโทรด จะได้รับผลกระทบจากการไหลของอากาศปั่นป่วนที่เกิดจากการเป่าลมภายในและการไหลของอากาศสูญญากาศของอุปกรณ์หัวทำความ สะอาด
l ผลของการไหลของอากาศปั่นป่วนทำให้เกิดการสั่นของ อิ เล็กโทรด ความถี่ สูง
l การทำงานร่วมกันของการรบกวนความถี่สูงและการไหลของอากาศปั่นป่วนของ อิเล็กโทรด จะทำลายชั้นอินเทอร์เฟซอากาศบนพื้นผิวของชิ้นขั้ว และในเวลาเดียวกัน สารมลพิษที่ปล่อยออกมาจากชั้นอินเทอร์เฟซจะถูกดูดเข้าไปในกระแสอากาศ สุญญากาศ
เมื่อ อิ เล็กโทรด ออกจากหัวทำความสะอาด ชิ้นส่วนขั้วจะผ่านเข้าไปในกลุ่มไอออนอื่นเพื่อป้องกันมลพิษรองบนพื้นผิวของ อิเล็กโทรด
6. คุณสมบัติการออกแบบ
คุณสมบัติ
ข้อดี
การทำความสะอาดแบบไม่ต้องสัมผัส
หลีกเลี่ยงความเสี่ยงต่อการเกิดรอยและความเสียหายบนพื้นผิวของ อิเล็กโทรด และในขณะเดียวกันก็ไม่ส่งผลต่อการตรวจจับการติดตามตำแหน่งของ อิเล็กโทรด บนสายพาน
การบูรณาการการควบคุมไฟฟ้าสถิต
กำจัดไฟฟ้าสถิต เพิ่มประสิทธิภาพในการทำความสะอาด และสร้างขั้วล่วงหน้าของมลพิษรองบนพื้นผิวแผ่นได้อย่างมีประสิทธิภาพ
ระบบ "พอร์ตคงที่" ที่เป็นเอกลักษณ์
การเชื่อมต่อท่อของหัวทำความสะอาดได้รับการแก้ไข และการติดตั้งหัวทำความสะอาดก็ง่ายขึ้น
สมดุลปริมาณอากาศ
สามารถควบคุมค่าความเบี่ยงเบนระหว่างปริมาตรการเป่าและอัตราการไหลของอากาศสุญญากาศได้อย่างสมบูรณ์
การควบคุมสูญญากาศอัตโนมัติ
ลดความถี่ในการปรับด้วยมือโดยผู้ปฏิบัติงาน รักษาประสิทธิภาพการทำความสะอาดที่ดีที่สุดโดยอัตโนมัติ
ชิ้นส่วนที่ไม่มีการสูญเสีย
ต้นทุนการดำเนินการต่ำลง
การทำงานแบบเงียบ
ไม่มีปัญหาสุขภาพและความปลอดภัยที่เกิดจากเสียงรบกวน
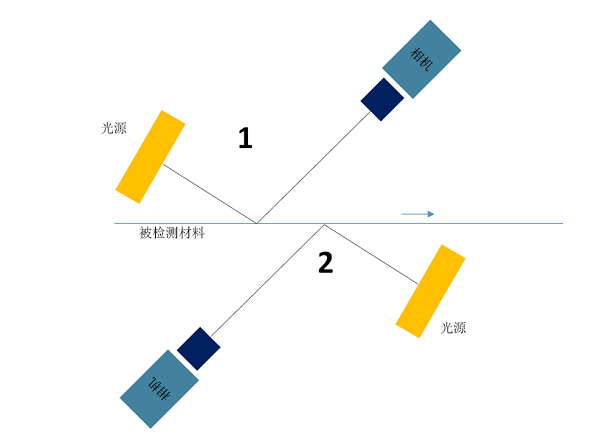
7. แผนผังของการตรวจจับและการติดฉลาก CCD (อุปกรณ์เสริม)
8. ฟังก์ชั่นระบบ
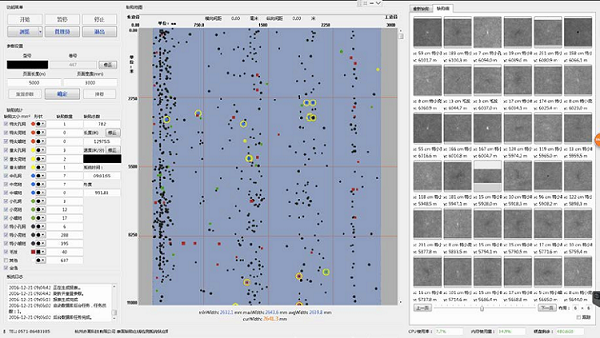
l การจำแนกอัจฉริยะ: การใช้การเรียนรู้ของเครื่องจักรและเทคโนโลยีปัญญาประดิษฐ์ การเรียนรู้ด้วยตนเองและการจำแนกอัตโนมัติสามารถดำเนินการได้ตามคำจำกัดความของหมวดหมู่ข้อบกพร่องของผู้ใช้
l PostgreSQL: ใช้ฐานข้อมูลโอเพ่นซอร์สขั้นสูงที่สุดเพื่อจัดเก็บภาพข้อบกพร่อง เช่น ตำแหน่งข้อบกพร่อง ขนาด และข้อมูลอื่น ๆ
l การเก็บถาวรอัตโนมัติ: ข้อมูลที่มีข้อบกพร่องสามารถสำรองข้อมูลโดยอัตโนมัติไปยังอุปกรณ์หรือระบบภายนอกตามการตั้งค่าของผู้ใช้
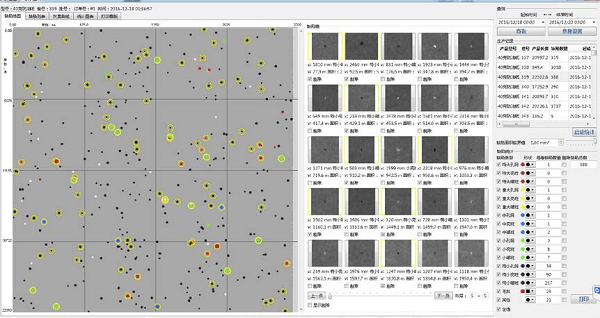
l รายงานที่หลากหลาย: จัดทำรายงานผลการทดสอบและข้อมูลสถิติในรูปแบบตารางและกราฟ
l การวิเคราะห์ความสม่ำเสมอของพื้นผิว: แสดงความสม่ำเสมอของพื้นผิวของวัสดุแบบเรียลไทม์ด้วยระบบ ดิจิทัล
อิน เทอร์เฟซการทำงานที่สะดวกและใช้งานได้จริง: สามารถกำจัดและทำเครื่องหมายข้อบกพร่องร้ายแรงและฟังก์ชันการใช้งานจริงอื่น ๆ ซึ่งสะดวกต่อการใช้งานของผู้ปฏิบัติงาน
อิน เทอร์เฟซ IO: มอบสัญญาณอินพุตและเอาต์พุต เช่น สัญญาณเตือน กระดาษขาด การเปลี่ยนม้วน การเริ่มและหยุด
l อินเทอร์เฟซโรงงาน: ขึ้นอยู่กับระบบปฏิบัติการ Windows สามารถเชื่อมต่อกับระบบอื่น ๆ และอุปกรณ์ของลูกค้าผ่าน tcp/ip, Ethernet, OPC และอินเทอร์เฟซอื่น ๆ
l การบำรุงรักษาการเข้าถึงระยะไกล: ภายใต้เงื่อนไขที่อุปกรณ์เชื่อมต่อกับอินเทอร์เน็ต ระบบสามารถอัพเกรดและบำรุงรักษาได้ผ่านการเข้าถึงระยะไกลทาง อินเทอร์เน็ต
l การสนับสนุนด้านเทคนิค: การสนับสนุนเครือข่ายและสายด่วนตลอด 24 ชั่วโมงทุกวัน
l อินเทอร์เฟซระบบตรวจ จับ
อิน เทอร์เฟซการดูรายงาน
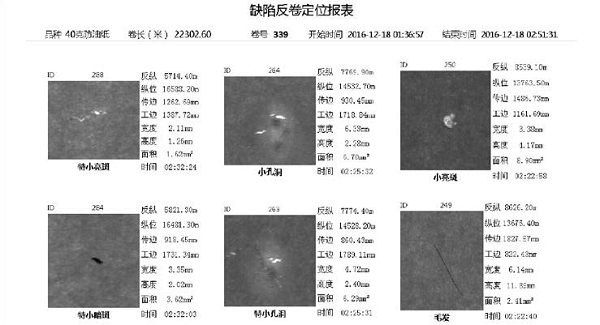
รายงานการกำจัด ข้อ บกพร่อง
ตารางดัชนีความแม่นยำในการตรวจจับข้อบกพร่อง หลัก
อุปกรณ์ เครื่องติดฉลาก :
ติดตั้งเครื่องติดฉลากชุดหนึ่ง ความเร็วในการติดฉลากจะตรงกับความเร็วในการตัด และสามารถปรับเส้นกึ่งกลางของการติดฉลากและระยะห่างของขอบด้านในของชิ้นขั้วได้ โดยมีความแม่นยำ ± 2 มม.
ขนาดฉลาก: กว้าง 12 มม. และยาว 14 มม. ซึ่งผู้ใช้สามารถปรับแต่งได้
ก . ขนาดและคุณลักษณะของวัตถุดิบที่เข้ามา
ส.น.
รายการ
สเปค
หมายเหตุ
1
ความกว้างของฟีด
300 - 420 มม. ( รวมแท็บ )
2
ความหนาของวัสดุที่เข้ามา
แคโทด : 9 - 20 0 μm ; แอโนด : 9 - 20 0 μm
3
เส้นผ่านศูนย์กลางภายในของถังระบาย
6 นิ้ว φ 150 .2 มม.
4
ระบบที่ใช้งานได้
ลิเธียมเหล็กฟอสเฟต ลิเธียมโคบอลต์ออกไซด์ ลิเธียมแมงกานีส วัสดุเทอร์นารี กราไฟท์ และระบบสารละลายแบตเตอรี่และตัวเก็บประจุอื่นๆ
5
เส้นผ่านศูนย์กลางภายนอกของ แผ่น อิเล็กโทรด
≤φ700มม.
6
วิธีการเคลือบ
การเคลือบอย่างต่อเนื่อง
7
ข้อผิดพลาดความกว้างของการเคลือบขาเข้า
≤±2มม.
B 、 ความต้องการวัตถุดิบขาเข้าในการผลิต
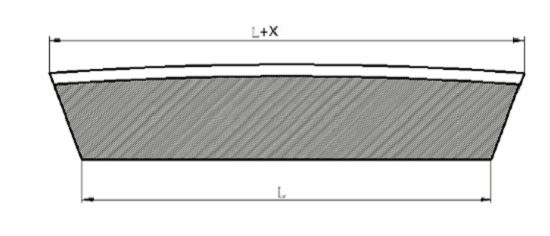
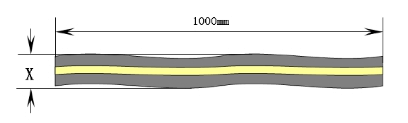
l ข้อผิดพลาดความสม่ำเสมอของหน้าปลายขดลวดขาเข้า : ±5 มม .
l ข้อผิดพลาดของงู : X±2มม./ม. ;
l คลื่น อิเล็กโทรด : X ± 5mm/m ;
เพื่อ ให้แน่ใจว่าแม่พิมพ์มีอายุการใช้งานยาวนาน และการเปลี่ยนแปลงความหนาของวัสดุที่ตำแหน่งการตัดของแม่พิมพ์น้อยกว่า 10 μm
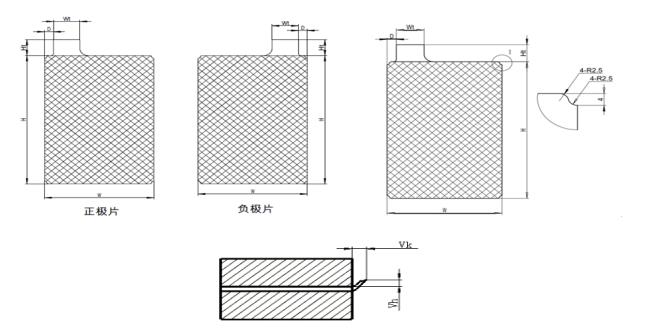
C 、 กระบวนการผลิตอุปกรณ์
ช่วงขนาดและความแม่นยำของ อิเล็กโทรด หลังการเจาะ
ส.น.
รายการ
ขนาด ( มม. )
ความแม่นยำ
หมายเหตุ
1
อิเล็กโทรด W
40 ~ 110
±0.2 มม.
2
อิเล็กโทรด H
60 ~ 160
±0.25 มม.
3
อิเล็กโทรด Ht
10 ~ 30
±0.2 มม.
4
ระยะห่าง ของอิเล็กโทร ด
5~ 20
±0.25 มม.
5
น้ำหนักอิเล็ก โทรด
6 ~ 65
±0.2 มม.
6
เบิร์ร วีเอช
≤7ไมโครเมตร
7
เบิร์ วีเค
≤25ไมโครเมตร
D 、 พารามิเตอร์ดัชนีทางเทคนิคของอุปกรณ์
ส.น.
รายการ
สเปค
1
วิธีการเจาะ
การเจาะแม่พิมพ์
2
อายุการใช้งานของแม่พิมพ์สำหรับ รูแท็บ และรูมาร์ค
แม่พิมพ์ขั้วลบ 1 ล้านครั้ง / บด, เวลาในการบดแม่พิมพ์ ≥ 10 ครั้ง
800,000 ครั้ง / การบดแม่พิมพ์บวก และจำนวนการบดแม่พิมพ์ ≥ 10 ครั้ง
อายุการใช้งานรวมของมีดตัดแม่พิมพ์หลังการซ่อมแซม: ≥ 10 ล้านครั้ง
3
สภาวะการโหลด
ฟังก์ชันการโหลดม้วนด้วยมือ อุปกรณ์สามารถตรวจจับวัสดุที่เหลือและฟังก์ชันแจ้งเตือนได้
สามารถแยกความแตกต่างระหว่างเทปม้วนปลายและเทปต่อสาย (เทปสีต่างกัน)
4
อุปกรณ์แก้ไขความเบี่ยงเบน ของอิเล็กโทรด
รับประกันความแม่นยำในการแก้ไขค่าเบี่ยงเบนที่ 0.1 มม. โดยยึดหลักว่าวัสดุไม่มีข้อบกพร่องที่ขอบ
5
การควบคุมความตึง ของอิเล็กโทรด
ความแม่นยำในการควบคุมแรงตึง < 10%
6
แม่พิมพ์ปั๊ม
SKD-11 + เหล็กทังสเตนอัลลอยด์นำเข้า
7
อุปกรณ์กำจัดฝุ่น
การกำจัดฝุ่นทั้งสองด้านของ อิเล็กโทรด หลังจากการเจาะ
8
การดูดซับแม่เหล็ก
≥40000GSแท่งแม่เหล็กถาวร
9
การทดสอบ CCD
ชุดอุปกรณ์ตรวจจับ CCD จะถูกตั้งไว้ที่ด้านหน้าและด้านหลังของเสาตามลำดับ
10
การกำหนดค่า CCD
กล้อง 8K 2 ตัว แหล่งกำเนิดแสง 2 ตัว
11
ขอบเขตการตรวจจับ CCD
สูงสุด 4.50 มม. ( ความกว้างของการเคลือบ: 4.00 มม. )
12
รายการทดสอบ CCD
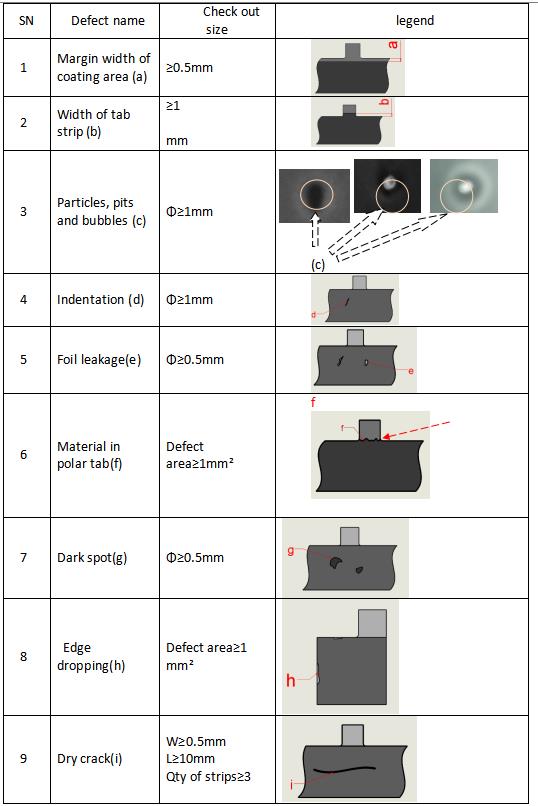
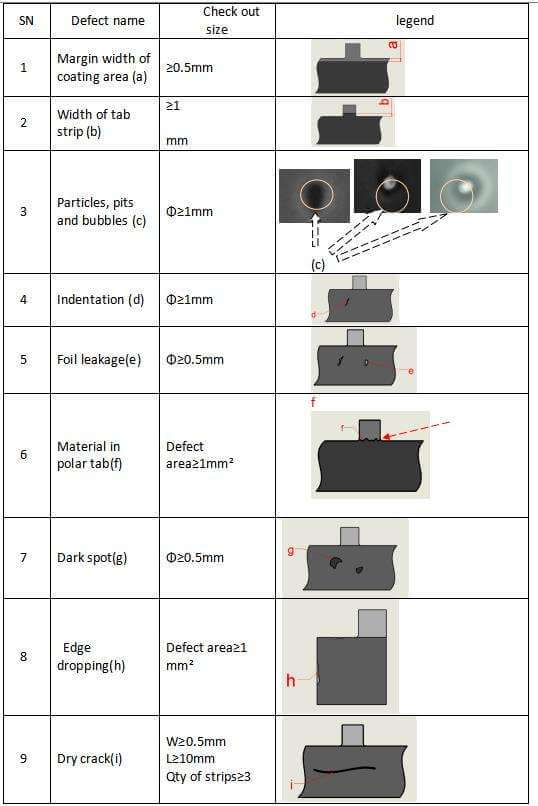
ข้อบกพร่องของการเคลือบขั้วแบตเตอรี่ลิเธียมมาตรฐาน เช่น ฟอยล์ที่โผล่ออกมา วัสดุแห้ง จุดด่างดำ รอยขีดข่วน สิ่งแปลกปลอม ฯลฯ
13
รายการทดสอบ CCD
แนวขวาง 0.1 ม ม . 、 ลักษณะ : 0.1 มม. ( สภาวะการตรวจจับที่ดีที่สุด ) ( 80 ม . /นาที ความเร็วในการตัด)
14
ซีซีดี
ฟังก์ชั่นอื่น ๆ ของระบบ
สามารถส่งสัญญาณแจ้งเตือนหรือติดฉลากตามขนาด ประเภท ความหนาแน่น ตำแหน่งการตัด และความถี่ของข้อบกพร่องได้ ข้อมูลข้อบกพร่องทั้งหมดที่ตรวจพบจะถูกเก็บไว้ในฐานข้อมูล SQL ในแต่ละวอลุ่ม หรือส่งออกไปยังระบบการจัดการข้อมูลของโรงงานหรือฐานข้อมูลมาตรฐานต่างๆ ซอฟต์แวร์ Reportranger สามารถออกรายงานการผลิตและการจัดการคุณภาพต่างๆ โดยอัตโนมัติหรือด้วยตนเองตามความต้องการ และสามารถตั้งค่าตามความต้องการของลูกค้า ติดฉลากขอบวัสดุได้อย่างแม่นยำ และทำงานร่วมกับกระบวนการต่อเนื่องเพื่อค้นหาและจัดการกับข้อบกพร่องต่างๆ ได้ดียิ่ง ขึ้น
15
กลไกการติดฉลาก
กลไกการตัดและติดฉลาก ความเร็วในการติดฉลากตรงกับความเร็วในการดึง และเครื่องติดฉลากตั้งอยู่ที่ แท็บ
16
ระบบ MES
อุปกรณ์กระบวนการทั้งหมดที่ใช้จะต้องมีอินเทอร์เฟซระบบ MES
17
ประสิทธิภาพ
≥ 120 ppm อัตรา การระดม≥95% อัตรา การผ่านเกณฑ์≥98%
18
เวลาเปลี่ยนอย่างรวดเร็ว
แม่พิมพ์ทดแทนแบบเดี่ยวไม่เกิน 1 คน *1 ชม.
19
ข้อกำหนดอื่นๆ
1. ก. การอัปเดตโปรแกรมอุปกรณ์สามารถทำได้ผ่านระบบระยะไกล ข. การตรวจจับฮาร์ดแวร์ (ไฟฟ้า) โน้ตบุ๊กที่เชื่อมต่อกับเครือข่ายได้รับการกำหนดค่าในโหมดระยะไกล และติดตั้งซอฟต์แวร์ที่จำเป็นสำหรับการควบคุมระยะไกลไว้ในโน้ตบุ๊ก ผู้ผลิตอุปกรณ์สามารถควบคุมอุปกรณ์ผ่านโน้ตบุ๊กได้ เพื่อความปลอดภัยของข้อมูล จะมีการติดตั้งโปรแกรมตรวจสอบบนโน้ตบุ๊กเพื่อตรวจสอบข้อมูลทั้งหมดที่แลกเปลี่ยนผ่านโน้ตบุ๊ก 2. การจัดการอุปกรณ์แบบลำดับชั้น: ต้องมีอย่างน้อยสามระดับ ระดับสูงสุดคือสิทธิ์ในการจัดการอุปกรณ์ ซึ่งสามารถดำเนินการใดๆ บนอุปกรณ์และรีเซ็ตรหัสผ่านทั้งหมดได้ ระดับที่สองคือการเปลี่ยนแปลงพารามิเตอร์ทั้งหมดของอุปกรณ์และดำเนินการทำงานของอุปกรณ์ ระดับต่ำสุดคือการทำงานของอุปกรณ์และเปลี่ยนแปลงการทำงานบางอย่าง ฟังก์ชันบันทึกเวลาการทำงานของอุปกรณ์ เนื้อหาที่บันทึกต้องแบ่งออกเป็นเวลาทำงานอัตโนมัติ เวลาสแตนด์บาย เวลาทำงานด้วยตนเอง และเวลาขัดข้อง เวลาเครื่องหมายถึงเวลาที่อุปกรณ์เปิดอยู่แต่ไม่มีการทำงาน เวลาขัดข้องหมายถึงเวลาที่อุปกรณ์ขัดข้องและข้อความแสดงข้อผิดพลาดยังไม่ถูกลบออก และเวลาที่กดปุ่มหยุดฉุกเฉิน การทำงานอัตโนมัติและการทำงานด้วยตนเองคือระยะเวลาการทำงานปกติของอุปกรณ์โดยไม่มีข้อผิดพลาดหรือข้อบกพร่องใดๆ ซึ่งสามารถแยกแยะได้ตามโหมดการทำงานที่เลือก ควรเก็บบันทึกการทำงานไว้ในอุปกรณ์อย่างน้อย 2 วัน บันทึกการทำงานจะถูกรวบรวมและส่งไปยังระบบ MES หรือระบบการจัดการอื่นๆ วันละครั้ง และอัปโหลดผ่าน FTP ไฟล์ที่อัปโหลดต้องอยู่ในรูปแบบ CSV มีฟังก์ชันบันทึกการเปลี่ยนแปลงพารามิเตอร์ของอุปกรณ์
20
มาตรฐานการสั่นสะเทือน
ความเข้มข้นของการสั่นสะเทือนจะต้องเป็นไปตามมาตรฐานสากล ISO-2372 สำหรับการสั่นสะเทือนของอุปกรณ์
(ความเข้มการสั่นสะเทือน ≤ 0.45 มม./วินาที)
21
อุปกรณ์ความปลอดภัย
1. กลไกการเจาะ กลไกการตัด และกลไกอื่นๆ มีประตูป้องกันความปลอดภัยเพื่อป้องกันไม่ให้ผู้ปฏิบัติงานเข้าไป และการออกแบบวงจรป้องกันการเปิดประตูและฟังก์ชันหยุดฉุกเฉิน และมีคำเตือนด้านความปลอดภัย
2. ไฟแสดงสถานะการเตือนความผิดพลาดคือไฟสัญญาณสามสีและเสียงสัญญาณเตือน และมีการแสดงบันทึกบนแผงหน้าจอสัมผัส
E 、 ส่วนประกอบหลักของอุปกรณ์
ส.น.
ชื่อ
ยี่ห้อ
1
พีแอลซี
พานาโซนิค
2
หน้าจอสัมผัส
ไวน์วิว
3
ตัวแปลงความถี่
ชไนเดอร์
4
มอเตอร์เซอร์โว
พานาโซนิค
5
มอเตอร์สเต็ปเปอร์
เลไซ
6
ส่วนประกอบกระบอกสูบและนิวเมติกส์
เอสเอ็มซี
7
รางนำเชิงเส้น, แกนสกรู
ทีเอชเค
8
เซ็นเซอร์
คีนส์
9
แบริ่ง
เอ็นเอสเค
10
โซลินอยด์วาล์ว
เอสเอ็มซี
11
ตัวควบคุมอุณหภูมิ
ออมรอน
12
วาล์วควบคุมอัตโนมัติ
เซี่ยงไฮ้ ซียี่
13
เกจวัดสุญญากาศ / เกจวัดแรงดัน
เอสเอ็มซี
14
ส่วนประกอบไฟฟ้าแรงดันต่ำ
ชไนเดอร์
15
การทดสอบ CDD
ชิเซียว เทคโนโลยี
16
แม่พิมพ์
เว่ยเซิง
17
เสาบอกทาง
มิซูมิ
18
เส้นใยแก้วนำแสง
พานาโซนิค
19
สวิตช์แม่เหล็ก
เอสเอ็มซี
20
ส่วนประกอบไฟฟ้าแรงดันต่ำ
ชไนเดอร์
F 、 สภาพแวดล้อมการใช้งานอุปกรณ์
ส.น.
รายการ
หน่วย
สเปค
หมายเหตุ
1
พลังไฟฟ้าทั้งเส้น
กิโลวัตต์
15
380V , 3 เฟส
2
อากาศอัด
ความดัน
เมกะปาสคาล
0.5 ~ 0.8 เมกะปาสคาล
การบริโภค
ลิตร/นาที
50
3
เครื่องดูดฝุ่น
ระดับสุญญากาศ
กิโลปาสคาล
-
การบริโภค
ม3/ชม.
-
การบริโภค
ม3/ชม.
-
4
ไนโตรเจน
ความดัน
เมกะปาสคาล
-
การบริโภค
ม3/ชม.
-
5
ปริมาณการใช้น้ำประปา
ม3/ชม.
-
6
น้ำหล่อเย็นกระบวนการ
อุณหภูมิ
℃
-
การบริโภค
ม3/ชม.
-
หมายเหตุ: จะต้องกรอกพารามิเตอร์ที่เกี่ยวข้องกับอุปกรณ์ และพารามิเตอร์ที่ไม่เกี่ยวข้องสามารถกรอกด้วย "/" หรือ "- "
G 、 อะไหล่
ส.น.
ชื่อ
สเปค
จำนวน
หมายเหตุ
1
เครื่องมือเจาะ
2
เครื่องมือตัดแม่พิมพ์